

2.2. Оборудование, приспособления, инструменты, применяемые при сварке рам автомобилей.
Сварочный полуавтомат, или шланговый полуавтомат, — аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах, сварку открытой дугой и сварку под флюсом. Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке для регулирования сварочного пламени, называется сварочной горелкой.

Рис 2.2.1 Сварочный полуавтомат.
Сварочная горелка, часть сварочного аппарата, обеспечивающая при электросварке подвод электрического тока к электроду и защитного газа в зону горения сварочной дуги, или устройство, применяемое при газовой сварке для регулируемого смешения газов и создания направленного сварочного пламени. Передвижение сварочной горелки вдоль свариваемых кромок осуществляется вручную (при ручной или полуавтоматической сварке) или может быть механизировано (при автоматической сварке). В сварочной горелке для электросварки плавящимся электродом (рис. 2.2.2) имеется токоподводящий и направляющий мундштук со сменным наконечником, через который проталкивается электродная проволока. Через сопло подводится и направляется газовая струя, защищающая сварочную ванну и электрод от воздействия воздуха. В сварочной горелке, применяемой при сварке неплавящихся электродом, мундштук снабжен зажимной токоподводящей цангой. Сварочная горелка для газовой сварки подаёт горючие газы (например, ацетилен и кислород) к месту сварки. По двум каналам газы через регулировочные вентили поступают в смесительную камеру, в которой приготавливается горючая смесь, поступающая затем в мундштук. Различают горелки низкого давления со встроенным инжектором для подсоса горючего газа и горелки высокого давления, в которые горючий газ поступает из газовых генераторов или баллонов под давлением.
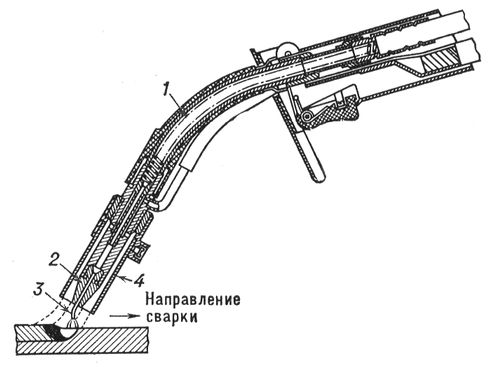
Рис 2.2.2 Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук; 2 — сменный наконечник; 3 — электродная проволока; 4 — сопло

Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 2.2.3). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.
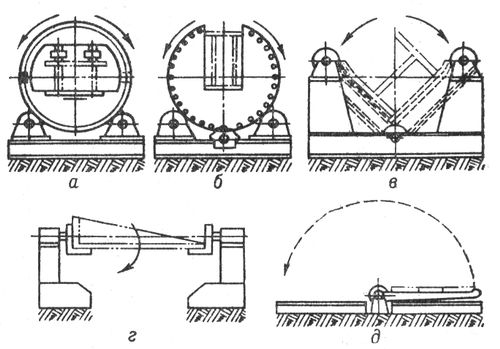
Рис 2.2.3 Кантователи: а — роликовый; б — цевочный; в — цепной; г — цапфовый; д — рычажный.