

2.9 Расчет технических норм времени
Основное время на обработку:
![]()
где lвр – длина врезания;
lпер – длина перебега;
L – длина обрабатываемой поверхности;
![]() i
– количество отверстий.
i
– количество отверстий.
Вспомогательное время tвсп[5]:
на установку и снятие детали – 2,5 мин.;
по управлению станком – 0,9 мин.;
на контрольные измерения – 0,3 мин.;
повернуть делительное приспособление – 0,2 мин.
Время на обслуживание рабочего места и личные потребности в процентах от оперативного (8%), оперативное время:
![]()
Таблица 1.6
№ операции |
Установ |
Наименование операции |
Состав переходов |
005 |
А |
Заготовительная |
Нарезать заготовки длиной 250мм подрезать торец 1.5мм Просверлить центровачное отверстие на торце глубиной 5мм Подрезать торец 1.5мм Просверлить центровачное отверстие на торце глубиной 5мм |
010
|
Б |
Токарная |
Установить заготовку в центрах. Точить цилиндрическую поверхность на длину 210 до Ø20мм |
Точить цилиндрическую поверхность на длину 52 до Ø15мм |
|||
Точить цилиндрическую поверхность на длину 30 до Ø13,8мм |
|||
Точить канавку шириной 3мм на глубину 2.5мм |
|||
015
|
В
|
Токарная
|
Установить заготовку в центрах. Точить цилиндрическую поверхность на длину 40 до Ø20мм |
Точить цилиндрическую поверхность на длину 40 до Ø15,4мм |
|||
Точить цилиндрическую поверхность на длину 16 до Ø13,8мм |
|||
Точить канавку шириной 3мм на глубину 2.5мм |
|||
020 |
Г |
|
Нарезать резьбу М14 закрепив заготовку за Ø20 |
020 |
|
Термообработка |
|
025 |
|
Шлифовальная |
Шлифовать две цилиндрические поверхности Ø15мм |
030 |
|
Контрольная |
|
3. Конструкционная часть
ГЕОМЕТРИЯ РЕЗЦА форма и углы заточки режущей части резца. Г.р. влияет на характер процесса резания материалов, на его производительность и экономичность, качество обработанной детали, стойкость (время работы до нормального затупления) резца и т. п. Все определения по Г. р., приводимые ниже, справедливы для др. режущих инструментов (свёрл, протяжек, фрез). Режущую часть составляют рабочие поверхности (рис. 7): передняя, по которой сходит образующаяся в процессе резания стружка, задняя главная и задняя вспомогательная, обращённые к обрабатываемой поверхности заготовки. Рабочие поверхности при пересечении образуют режущие кромки.
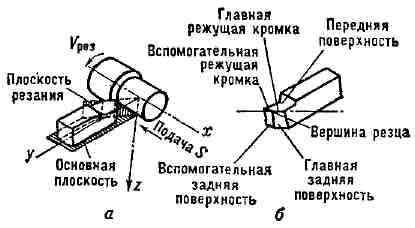
Рис.7. Схема процесса резания (а) и основные элементы резца (б).
Главная режущая кромка, выполняющая осн. работу при резании, образуется в результате пересечения передней и главной задней поверхности; вспомогательная режущая кромка - при пересечении передней и вспомогат. задней поверхности. Место сопряжения главной и вспомогат. режущих кромок наз. вершиной резца. Вершина резца - наиболее ослабленная его часть, определяющая прочность режущей части кромки резца в целом; поэтому для повышения прочности вершина резца делается либо закруглённой (с радиусом 0,5-2 мм), либо в виде прямолинейной переходной режущей кромки (длиной 0,5-3 мм).
Элементы режущей
части резца
подразделяют на
статические, определяющие углы заточки
инструмента, и кинематические,
зависящие
от характера процесса резания и от
установки резца. Углы заточки
определяют
форму режущей части при проектировании,
изготовлении и контроле
резца.
Режущая часть резца имеет форму клина,
заточенного под определёнными
углами.
Для определения углов установлены
следующие координатные плоскости:
плоскость резания и основная
плоскость. Плоскость резания - это
плоскость,
касательная к поверхности
резания и проходящая через гл. режущую
кромку.
Основная плоскость - плоскость,
параллельная продольной (параллельной
оси
заготовки)
и поперечной
(перпендикулярной оси заготовки)
подачам
резца. Эти координатные плоскости
взаимно перпендикулярны. Гл. углы резца
определяются в главной секущей
плоскости, перпендикулярной проекции
гл.
режущей кромки на осн. плоскость
(рис. 8).
Главный задний угол![]() - угол между гл. задней поверхностью
резца
и плоскостью резания. При
выборе заднего угла, во избежание трения
задней
поверхности резца об
обрабатываемую поверхность и поверхность
резания,
учитывают величину подачи:
чем она больше, тем больше задний угол.
- угол между гл. задней поверхностью
резца
и плоскостью резания. При
выборе заднего угла, во избежание трения
задней
поверхности резца об
обрабатываемую поверхность и поверхность
резания,
учитывают величину подачи:
чем она больше, тем больше задний угол.
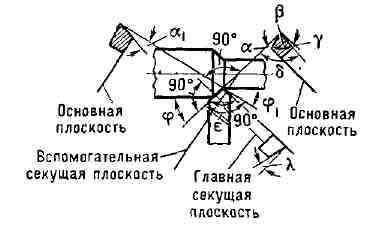
Рис. 8. Углы резания.
Угол заострения
![]() -
угол между передней и гл. задней
поверхностями резца. Главный передний
угол
-
угол между передней и гл. задней
поверхностями резца. Главный передний
угол
![]() -
угол между передней поверхностью резца
и плоскостью, перпендикулярной
плоскости резания. Выбор переднего угла
зависит прежде всего от физико-механич.
свойств обрабатываемого материала.
Чем больше передний угол, тем легче
процесс образования стружки, тем меньше
усилие резания и затрачиваемая
мощность. Чем выше твёрдость обрабатываемого
материала, тем меньшие значения
передних углов резца принимают для его
обработки.
-
угол между передней поверхностью резца
и плоскостью, перпендикулярной
плоскости резания. Выбор переднего угла
зависит прежде всего от физико-механич.
свойств обрабатываемого материала.
Чем больше передний угол, тем легче
процесс образования стружки, тем меньше
усилие резания и затрачиваемая
мощность. Чем выше твёрдость обрабатываемого
материала, тем меньшие значения
передних углов резца принимают для его
обработки.
Угол резания![]() - угол между передней поверхностью
резца и плоскостью резания. Гл. угол
в
плане
- угол между передней поверхностью
резца и плоскостью резания. Гл. угол
в
плане
![]() -
угол между направлением подачи
и
проекцией гл. режущей кромки на осн.
плоскость; вспомогат. угол в плане
-
угол между направлением подачи
и
проекцией гл. режущей кромки на осн.
плоскость; вспомогат. угол в плане
![]() -
угол между направлением подачи и
проекцией вспомогат. режущей кромки на
осн. плоскость. Углы
-
угол между направлением подачи и
проекцией вспомогат. режущей кромки на
осн. плоскость. Углы![]() и
и
![]() определяют,
с одной стороны, условия работы
режущей
кромки, а с другой - распределение
нагрузки от силы резания. Чем меньше
угол в плане, тем (при неизменной
глубине резания и подаче)
меньше
тепловая и силовая нагрузки на
единицу длины гл. режущей кромки, а
следовательно,
лучше условия работы.
Уменьшение угла в плане ниже оптимального
значения
может привести к чрезмерной
деформации обрабатываемой заготовки,
к снижению
точности обработки и
вибрациям. Угол при вершине в плане
определяют,
с одной стороны, условия работы
режущей
кромки, а с другой - распределение
нагрузки от силы резания. Чем меньше
угол в плане, тем (при неизменной
глубине резания и подаче)
меньше
тепловая и силовая нагрузки на
единицу длины гл. режущей кромки, а
следовательно,
лучше условия работы.
Уменьшение угла в плане ниже оптимального
значения
может привести к чрезмерной
деформации обрабатываемой заготовки,
к снижению
точности обработки и
вибрациям. Угол при вершине в плане![]() - угол между проекциями режущих
кромок на осн. плоскость:
- угол между проекциями режущих
кромок на осн. плоскость:
![]()
![]() .
Угол в плане переходной (прямолинейной)
режущей
кромки
.
Угол в плане переходной (прямолинейной)
режущей
кромки
![]() -
угол между направлением подачи и
проекцией переходной режущей кромки
на
осн. плоскость: обычно . Угол
наклона главной режущей
-
угол между направлением подачи и
проекцией переходной режущей кромки
на
осн. плоскость: обычно . Угол
наклона главной режущей
![]() кромки
кромки![]() - угол, заключённый между режущей
кромкой и линией, проведённой через
вершину
резца параллельно осн.
плоскости; угол
- угол, заключённый между режущей
кромкой и линией, проведённой через
вершину
резца параллельно осн.
плоскости; угол
![]() положительный,
когда вершина резца - наинизшая точка
режущей кромки; отрицательный,
когда
вершина резца - наивысшая точка, и равен
нулю, если гл. режущая кромка
параллельна
осн. плоскости. Угол
положительный,
когда вершина резца - наинизшая точка
режущей кромки; отрицательный,
когда
вершина резца - наивысшая точка, и равен
нулю, если гл. режущая кромка
параллельна
осн. плоскости. Угол![]() оказывает влияние
на направление
схода стружки.
оказывает влияние
на направление
схода стружки.