

10.4. Структура и принцип работы системы автоматического управления конвейерной линией в цифровом варианте
С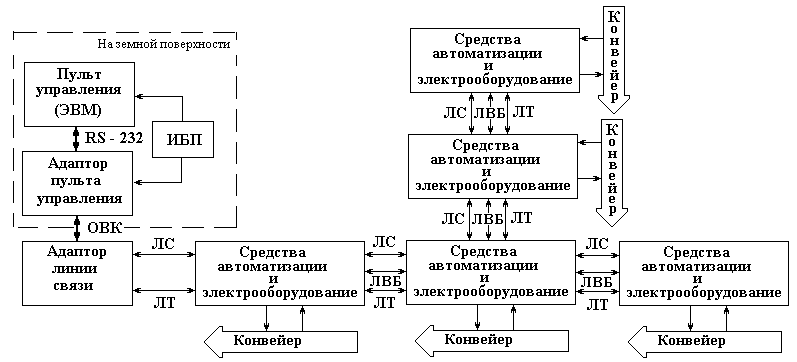 труктуру
системы автоматического управления
конвейерной линией в цифровом
(микропроцесcорном)
варианте рассмотрим на примере аппаратуры
типа «САУКЛ», показанной на рис.60.
труктуру
системы автоматического управления
конвейерной линией в цифровом
(микропроцесcорном)
варианте рассмотрим на примере аппаратуры
типа «САУКЛ», показанной на рис.60.
Рис. 60. Структурная схема аппаратуры автоматического управления конвейерной линией типа «САУКЛ».
Эта система строится по двух уравнемому типу. На верхнем уровне этой системы располагается пульт управления, который представлен управляющим компьютером, расположенном на диспетчерском пульте шахты. На нижнем уровне этой системы располагаются блоки средств автоматизации и электрооборудования для каждого конвейера конвейерной линии. Эти блоки расположены в подземных выработках в непосредственной близости от управляемых ими конвейеров. Блоки последовательно связаны между собой линией связи (ЛС), линией взаимоблокировки (ЛВБ) и телефонной линией (ТЛ). Связь верхнего и нижнего уровней этой системы производится через систему двух адаптеров:
адаптера пульта управления;
адаптера линии связи.
Адаптер пульта управления преобразует цифровой сигнал компьютера в форму, приспособленную для передачи через оптический канал, который проложен по оптоволоконному кабелю через ствол шахты к адаптеру линии связи, расположенному под землей на горизонте работы конвейерной линии. Адаптер линии связи обратно преобразует сигнал оптоволоконного кала в форму протокола «токовая петля» и передает его к блокам автоматизации конвейеров по двухпроводной линии связи
Структура блока автоматизации и электрооборудования аппаратуры «САУКЛ» показана на рис.61.
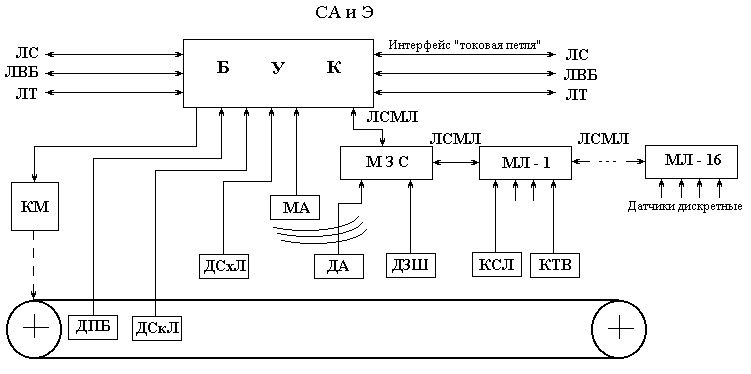
Рис.61. Структурная схема блока автоматизации и электрооборудования
аппаратуры «САУКЛ».
В эту схему введены следующие обозначения:
БУК – блок управления конвейером;
КМ – пускатель привода конвейера;
ДПБ – датчик проскальзывания барабана;
ДСкЛ – датчик скорости ленты;
МА – модуль аккустический;
ДА – датчик акустический;
МЗС – модуль защиты и сигнализации;
ДЗШ – датчик заштыбовки;
ЛСМЛ – линия связи модулей линейных;
МЛ – модуль линейный;
КСЛ – датчик схода ленты;
КТВ – кабель-троссовый выключатель;
Принцип работы этой системы управления конвейерной линией следующий: Сигнал на запуск конвейерной линии подается диспетчером с пульта управления (с компьютера верхнего уровня). Этот сигнал последовательно через оба адаптера передается в линию связи, где он одновременно воспринимается блоками управления всех конвейеров, но исполняется эта команда только конвейером у разгрузочного пункта, потому то в команде указан адрес этого конвейера. По этой команде блок управления этого конвейера запускает модуль акустический, который выдает звуковой предупредительный сигнал в течении заданного времени. По истечению этого времени через пускатель КМ запускается привод конвейера. При этом датчиком ДСкЛ контролируется скорость рабочего органа конвейера. Как только эта скорость достигнет номинального значения, БУК по линии связи передает команду на верхний уровень о завершении запуска первого конвейера.
После этого компьютер верхнего уровня программно передает в линию связи очередную команду на запуск следующего конвейера, которая воспринимается уже только вторым конвейером и исполняется им аналогично. Таким образом, последовательно запускаются все конвейеры а линии.
Аварийное отключение конвейера производится его блоком управления при срабатывании одного датчиков защиты, таких как КТВ, КСЛ, ДЗШ, ДСхЛ или ДПБ. При этом БУК этого конвейера по линии взаимоблокировки передает команду на одновременный останов конвейеров, транспортирующих груз на этот остановившийся конвейер.
Оперативный останов конвейерной линии производится по команде с компьютера верхнего уровня, при этом первым воспринимает эту команду конвейер у загрузочного пункта, который после своей остановки передает по линии взаимоблокировки команду «стоп» следующему конвейеру, который, остановившись, выполняет аналогичную команду для своего последующего конвейера и т.д. Таким образом, производится последовательный останов всей конвейерной линии.