

22. Силы, действующие на заготовку при ее установке.
При обработки заготовки на нее действуют силы резания, обьемные силы, и второстепенные. Сила тяжести заготовки учитывается при установке на вертикальные или наклонные поверхности установочных элементов.
Центробежные силы возникают в процессе обработки при смещении центра тяжести заготовки относительно ее оси вращения.
Инерционные силы имеют значение, когда заготовка совершает возвратно-поступательное движение или вращается с большим угловым ускорением.
К второстепенным силам относятся силы, возникающие при отводе режущего инструмента (сверла, метчика, зенкера).
23. Расчет сил зажима для предовращиния поступательного движения заготовок.
Силовой расчет станочного приспособления можно разделить на след. этапы
1 – определение сил резания и момента резания;
2 – выбор фоэффициента трения f заготовки с опорами и зажимными элементами;
3 – составление расчетной схемы и исходного уравнения расчетного усилия закрепления Рз;
4 – расчет коэффициента надежности;
5 – составление расчетной схемы и исходного уравнения для расчета исходного усилия Ри;
6 – расчет силовых цилиндров и гидравлических приводов.
1 эпап: действующие на заготовку силы и моменты резания рассчитываются по формулам, приведенных в справочниках и различных нормативам по режимам резания, применительно к конкретному виду обработки.
2 этап: в приспособлениях силы трения возникают на поверхности контакта заготовки с установленными опорами и зажимными элементами. Величина коэффициента трения зависит от многих факторов, его определяют эмперически. В приспособлениях встречается много различных сочетаний контактных поверхностей, различающихся по формуле , сочетанию поверхности.
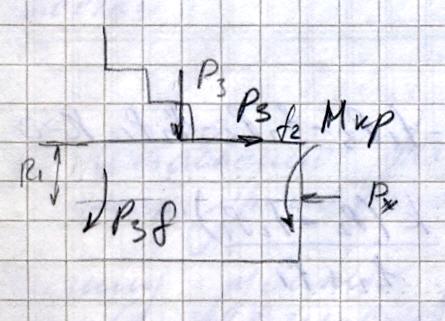
Сила зажима, предотвращающая провертывание заготовки под действием крутящего момента резания Мрез.
![]()
![]()
![]()
![]()
25. Порядок расчета сил зажима.
Для расчета сил закрепления необходимо знать условия проектируемой обработки деталей, а именно: величину, направление и место приложения сил сдвигающих заготовку, а также схему ее установки и закрепления.
Расчет сил закрепления в первом приближении сводится к задаче статики на равновесие обрабатываемой заготовки под действием приложенных к ней внешних сил. Сила закрепления должна быть достаточной для предупреждения смещения заготовки, установленной в приспособление. В том случае, если величина силы закрепления оказывается больше, силы найденной из условия точности выполнения операции, то необходимо внести коррективы в ее построение.
На втором этапе проводят проверочный расчет силы закрепления. Найденная из условия обработки необходимая сила закрепления должна быть меньше силы, которую развивает зажимное устройство применяемое в приспособлении или равна ей. Если это условие не выполняется, то необходимо изменить условия обработки детали с целью уменьшения необходимой силы закрепления с проведением последующего проверочного расчета.
Допускается расчет режимных параметров. При расчете сил необходимо учитывать упругую характеристику зажимных устройств. В приспособлениях применяют зажимные устройства 2х типов:
1) величины упругих отжатий прямопропорциональны приложенным силам. К ним относят: самотормозящие зажимные механизмы (клиновые) не зависимо от типа привода.
2) К ним относят: пневмо-, гидро- и пневмогидравлические механизмы прямого действия. Особенность этих механизмов заключается в том, что если к зажимному элементу устройств этого типа приложить возрастающую по величине силу, то перемещение рассматриваемого элемента не произойдет до тех пор пока приложенная сила не превысит противодействующее усилие.