


Содержание
Лист
1.Техническое описание конструкции узла ……………………………………2
1.1 Конструктивная схема узла (Описание с эскизами соединений). Состав технологического узла ……………………………………………………………..2
1.2 Технические требования к конструкции узла ………………………………...8
2. Обоснование вида и методов сборки …………………………………………9
2.1 Анализ существующих технологических планов изготовления узла ……….9
2.2 Расчёт такта выпуска. Постановка задачи. Выбор вида сборки …………….11
2.3 Проектный технологический план …………………………………………....12
2.4 Технико-экономическое обоснование проектного технологического
плана ………………………………………………………………………………...12
3.Технологический процесс …………………………………………………….14
4.Технологические расчёты поточной линии ………………………………...15
4.1 Нормативы штучного времени на операции ………………………………....15
4.2 Расчёт числа рабочих и рабочих мест на поточной линии ………………….17
4.3 Синхронизация потока ………………………………………………………...20
4.4 Транспортное обеспечение сборочных работ ………………………………..22
5.Планировка участка цеха ……………………………………………………...24
5.1 Описание цеховой планировки ……………………………………………….24
5.2 Технико-экономические показатели участка (общая площадь,
удельная площадь на одного производственного рабочего, выпуск
продукции в смену с 1 кв. м площади, выпуск продукции в смену
на единицу технологического оборудования) …………………………………...25
1. Техническое описание конструкции сборочной единицы
1.1. Конструктивная схема (описание с эскизами соединений). Состав сборочной единицы
Вагон предназначен для выполнения массовых перевозок пассажиров, персонала поезда на электрифицированных участках магистральных путей ОАО "РЖД" колеи 1520 мм, с высокой платформой, для скоростей движения 160 км/ч., с длительностью пребывания в пути не более 12 часов.

Рис 1. Общий вид вагона
Вагон пассажирский с местами для сидения представляет собой закрытый кузов с перегородками, оборудованный различными системами и устройствами.
Кузов представляет собой цельнометаллическую несущую конструкцию типа замкнутой оболочки с вырезами для окон и дверей, в которой тонкостенная обшивка подкреплена каркасом из дуг, стоек, поперечных балок и продольных связей, с закреплёнными на обвязочных уголках рамы подвагонными обтекателями. Конструкция вагона в полной мере отвечает требованиям санитарных норм по освещённости, эргономике, микроклимату, шуму и вибрациям, требованиям безопасности.
Рама кузова с хребтовой балкой переменного сечения, выполненная из двутавра в средней части и двух швеллеров в консольных частях.
Кузов оборудован четырьмя опорными местами для подъёма вагона домкратами с расстоянием 17 м между ними вдоль вагона. В крыше кузова имеются монтажные люки с крышками, закрепленными прижимами с болтом и упором.
 Боковые и торцовые
стены, металлический настил пола и крыши
(кроме крышек люков) и элементы каркаса
кузова (стойки боковых стен, дуги
крыши) изготовлены из коррозионно-инертной
стали EN 10088-2-X6CrNiTi18-10. Остальные элементы
вышеперечисленных узлов могут быть
изготовлены из нержавеющей хромоникелевой
стали 08Х18Н10Т или 12Х18Н10Т по ГОСТ 5582.
Остальные элементы кузова выполнены
из конструкционной углеродистой
стали по ГОСТ 1050 и ГОСТ 380, а также
низколегированной стали по ГОСТ 19281.
Боковые и торцовые
стены, металлический настил пола и крыши
(кроме крышек люков) и элементы каркаса
кузова (стойки боковых стен, дуги
крыши) изготовлены из коррозионно-инертной
стали EN 10088-2-X6CrNiTi18-10. Остальные элементы
вышеперечисленных узлов могут быть
изготовлены из нержавеющей хромоникелевой
стали 08Х18Н10Т или 12Х18Н10Т по ГОСТ 5582.
Остальные элементы кузова выполнены
из конструкционной углеродистой
стали по ГОСТ 1050 и ГОСТ 380, а также
низколегированной стали по ГОСТ 19281.
В торцовой стене тормозного конца вагона по обе стороны от торцовой двери расположены емкости для хранения угля со створками секционного типа. Для удобства загрузки угля предусмотрены два загрузочных проема и один проем для забора угля. На каждой торцовой стене имеется скоба для установки навесных фонарей. Установлены по три сигнальных фонаря.
Над входными боковыми дверями находятся водоотливы. С двух сторон вагона у боковых дверей установлено по одному поручню и по одной подножке составителя.
Кузов оборудован подножками для входа и выхода с низких платформ в обоих концах вагона. Откидные площадки подножек фиксируются в открытом и закрытом положениях. Поверхность откидных площадок подножек и переходных площадок – рифлёная.
На вагонах установлены скобы для крепления маршрутных указателей под окнами служебного отделения и коридора тормозного конца вагона.
Кузов оборудован одностворчатыми боковыми прислонно-сдвижными дверьми:
– с тормозного конца вагона – с ручным приводом с возможностью открытия снаружи вагона;
– с не тормозного конца вагона – с ручным приводом без наружных пультов управления.
Таблица 1
Техническая характеристика вагона
№ п/п |
Наименование
|
Значение |
1 |
Масса тары вагона без экипировки не более, т |
56,8 |
2 |
Длина вагона по осям сцепления автосцепок, мм |
25500 |
3 |
База вагона, мм |
17000 |
4 |
База тележки, мм |
2500 |
5 |
Ширина кузова наружная без гофр, мм |
3202 |
6 |
Высота оси автосцепки от уровня головок рельсов под весом тары вагона, мм |
1060 |
7 |
Габарит вагона по ГОСТ 9238-83: |
|
8 |
для кузова |
Тпр |
9 |
для тележки |
02-ВМ |
10 |
Количество мест для пассажиров |
43 |
11 |
Количество мест для проводника |
1 |
12 |
Конструкционная скорость, км/ч |
160 |
13 |
Плавность хода не более |
2,8 |
Боковые стены разделяются на левые и правые. Конструкции этих стен практически одинаковы и различаются они лишь наличием или отсутствием оконных вырезов в концевых частях вагона. В дипломном проекте рассмотрена правая стена спроектированного пассажирского вагона модели.
Кузов состоит из металлической обшивки, выполненной гофрированными листами, подкрепленными с внутренней стороны каркасом. Каркас боковой стены включает: верхний обвязочный профиль (профиль z-го сечения с толщиной 3мм, высота профиля 75мм, ширина верхней полки – 20мм, нижней- 30мм), набор стоек, подоконные балки (z профиль) и полустойки, установленные под окнами от подоконной балки до низа обшивы. В местах расположения аварийных выходов полустойки отсутствуют.
Над окнами лист выполнен из 4-х продольных секций, а в зоне простенков в виде отдельных панелей.
Эскизы соединения основных элементов боковой стены рис. 2-4.

Рис.2. Схема соединения верхней обвязки, промежуточной стойки и надоконного пояса

Рис.3. Схема соединения оконного и подоконного поясов
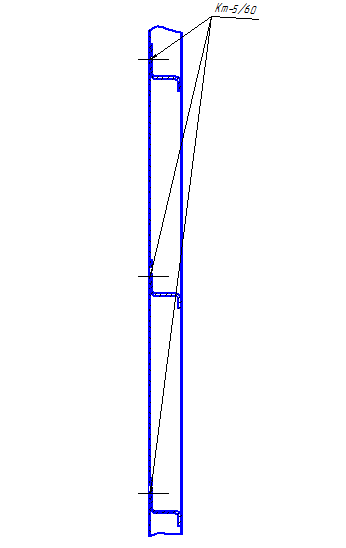
Рис.4. Эскиз соединения надоконной панели с наружней обшивкой