

4.9 Методи підвищення експлуатаційних показни- ків штанг
Вдосконалення конструкції штанг. Виконання розвантажувальних канавок в різьбовій частині штанг.
Підвищення чистоти оброблення штанг.
Застосування поверхневої термічної обробки.
Об’ємна термічна обробка.
Застосування мастил цільового призначення.
Використання високоякісних сталей.
Поверхневий протикорозійний захист з використанням лаків, фарб.
4.10 Пустотілі сталеві насосні штанги
Крім сталевих суцільних штанг застосовують пустотілі сталеві штанги.(рис. 4.5) Вони як і суцільні штанги призначені для передачі переміщення плунжеру свердловинного насоса від головки балансира індивідуального приводу. Відмінність їх застосування в тому, що відбір продукції із свердловини може здійснюватись як по внутрішньому каналу штанг, так і по міжтрубному просторі між пустотілими штангами і НКТ. Їх застосування дозволяє здійснювати безперервну або періодичну подачу в міжтрубний простір інгібіторів корозії та інших технологічних реагентів, які запобігають відкладенню парафіну, солей та забезпечують захист насоса від спрацювання пари «плунжер – циліндр». Другим варіантом застосування пустотілих штанг є відкачування пластової рідини з високим вмістом механічних домішок. При цьому відкачування пластової рідини проводиться по центральному каналу. За рахунок малого діаметру прохідного перерізу збільшується швидкість руху відкачуваної рідини по каналу, що запобігає випаданню (осіданню) механічних домішок з потоку рідини.
Пустотіла штанга складається із з’єднаних зварюванням тіла штанги і двох головок з різьбою.
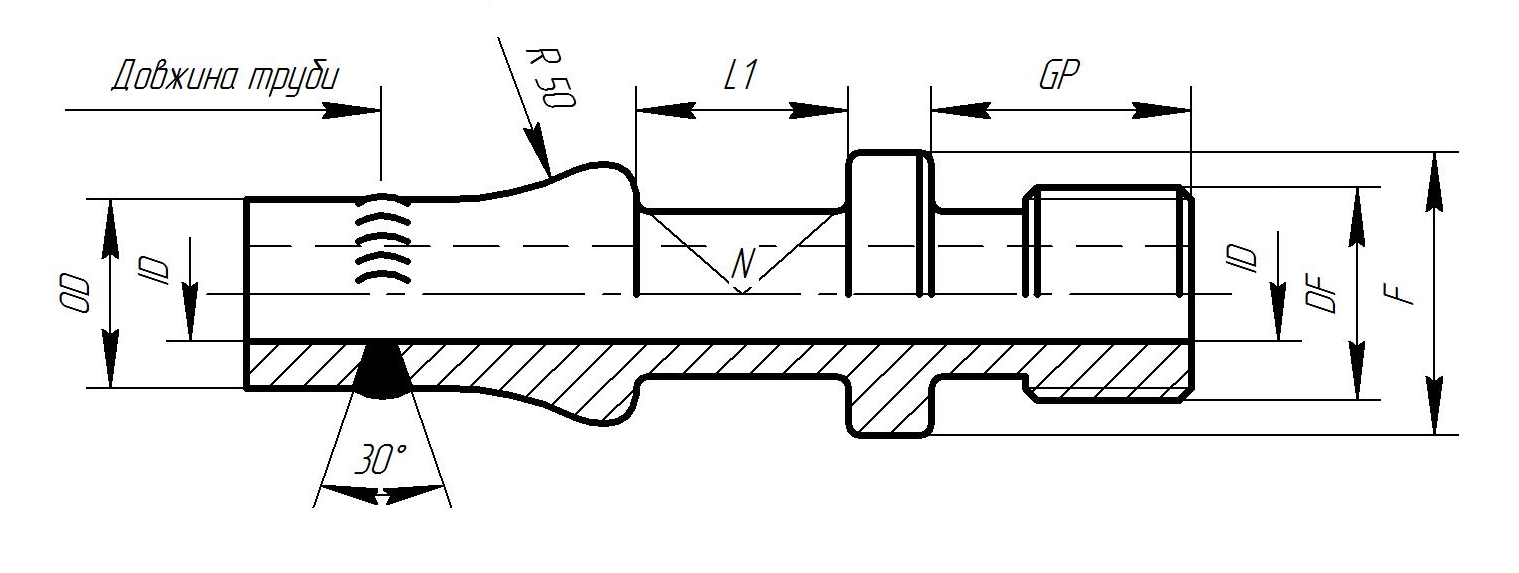
Рисунок 4.5 – Конструкція пустотілої насосної штанги
Різьба виконана способом накатування, має зарізьбову канавку для забезпечення високої втомної міцності різьбового з’єднання. На один кінець штанги, за аналогією із суцільною штангою нагвинчується муфта. Виготовляють штанги нормальної довжини – 6000 ± 50 мм та укорочені – 1000, 1500 і 2000 мм. Згвинчують штанги рекомендованим моментом, який гарантує монолітність стику ніпеля і муфти, для забезпечення надійної герметичності різьбового з'єднання і втомної міцності.
Марки сталі, які застосовують для виготовлення пустотілих насосних штанг, відповідають маркам сталей, які застосовують для виготовлення звичайних насосних штанг. Вихідним матеріалом для виготовлення пустотілих насосних штанг служить безшовна холоднокатана калібрована труба. Головки, виготовлені методом гарячої об’ємної штамповки, попередньо розсвердлюються. Слідом за попередньою обробкою головка штанги з’єднується з трубою багатошаровою зваркою кільцевим швом. Потім зона зварного шва – кореневий шар зварного з’єднання – розточується. Цим спеціальним методом обробки і зварки досягається точна співвісність штанги і головки. Після зварки всю штангу піддають термічній обробці, правці розтягом і додатковому контролю співвісності. Дефектоскопія, нарізання різьби і калібрування проводять таким же чином як і в суцільнометалевих штангах.
З огляду на те, що у пустотілих штангах самим критичним місцем є зона зварного шва, цій зоні слід приділяти дуже велику увагу. Пустотілі насосні штанги після нанесення