

3.5.2 Плунжери
Плунжери свердловинних штангових насосів мають такі виконання:
П1Х – з кільцевими канавками, циліндричною розточкою на верхньому кінці і хромовим покриттям зовнішньої поверхні; П2Х – те ж, без циліндричної розточки на верхньому кінці; П1А – з кільцевими канавками, циліндричною розточкою на верхньому кінці і азотованою зовнішньою поверхнею; П2А–те ж, без циліндричної розточки на верх-ньому кінці; П1И – з кільцевими канавками, циліндричною розточкою на верхньому кінці і ущільненням зовнішньої поверхні методом напилення; П2И – те ж, без циліндричної розточки на верхньому кінці; П1НХ – з кільцевими канавками, циліндричною розточкою на верхньому кінці і хромовим покриттям зовнішньої поверхні і зовнішньою приєднувальною різьбою; П1НИ – з кільцевими канавками, циліндричною розточкою на верхньому кінці, зміцненням зовнішньої поверхні методом напилення і зовнішньою приєднувальною різьбою; П1Нм - з манжетними (металічними і неметалічними) ущільненнями і зовнішньою приєднувальною різьбою (див. рис. 3.12, в).
Крім вказаних типів плунжерів, допускається конструкція плунжерів з гладкою циліндричною поверхнею і з гвинтовою канавкою.
Плунжери виготовляються з стальних безшовних горячекатаних труб з товщиною стінки від 5 до 9,5 мм і довжиною 1200, 1500 і 1800 мм.
Основний матеріал для виготовлення плунжерів – сталь 45. Для досягнення заданої чистоти механічної обробки і стійкості проти спрацювання зовнішня поверхня плунжера покривається шаром хрому товщиною 0,075 мм, шліфується і полірується до необхідного номінального діаметра. Застосування хромового покриття підвищує стійкість металу до корозійно-механічних руйнувань і зменшує коефіцієнт тертя (зусилля тертя) в циліндрово-плунжерній парі. Допускається замість хромування застосовувати хіміко-термічну (азотування), термічну обробку (гартування СВЧ) або нанесення порошкових покриттів.
Аналізуючи різні виконання плунжерів слід відмітити, що канавки на зовнішній поверхні плунжерів виконують подвійну функцію. По-перше, вони покращують умови мащення пари «циліндр-плунжер», по-друге, в них відкладаються механічні домішки, які в результаті недостатньої герметичності пари разом з рідиною проникають в радіальний зазор між циліндром і плунжером.
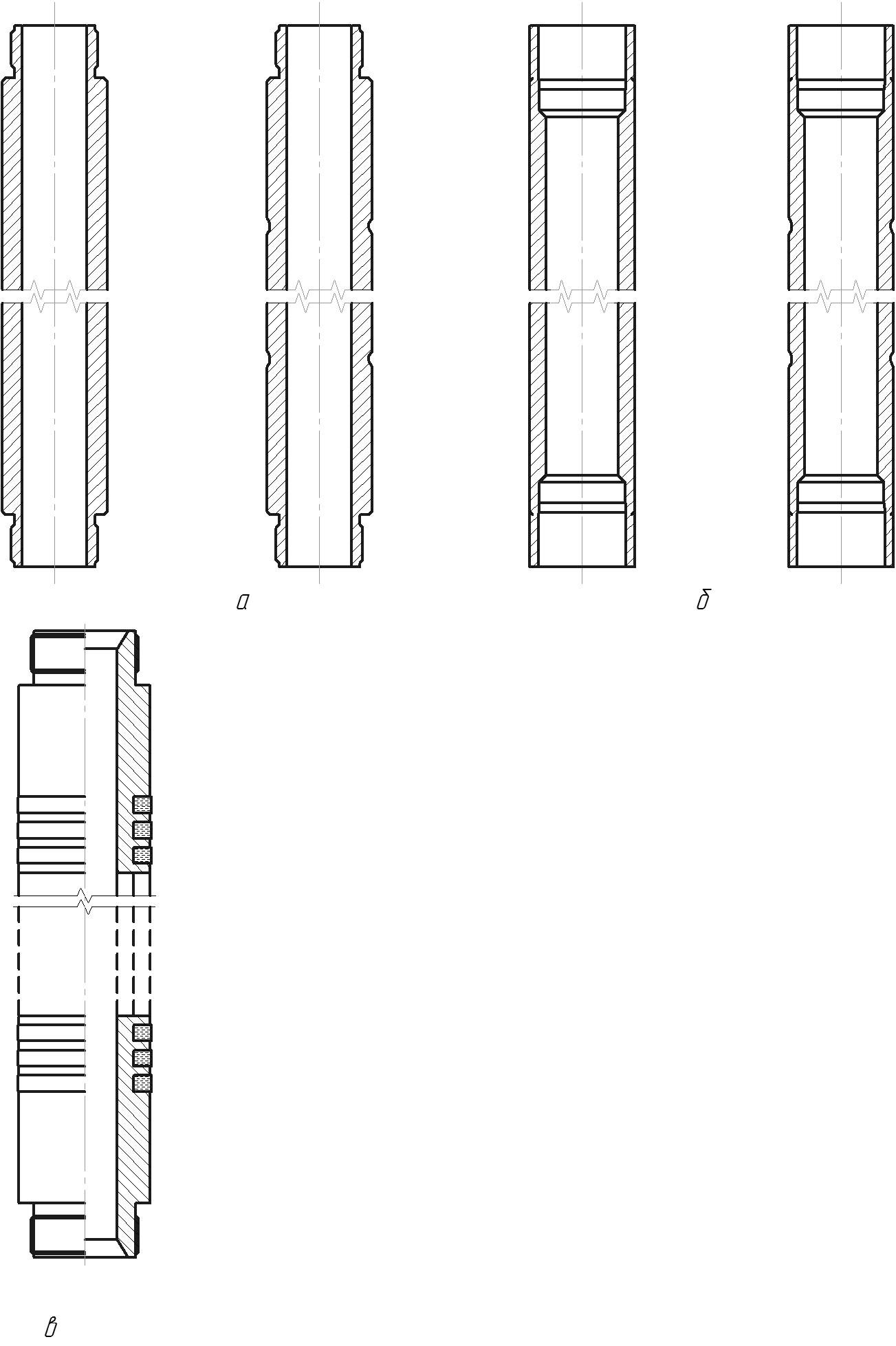
а – виконання П1Х, П1А,П1И; б – виконання П2Х, П2А.П2И; в – виконання П1Нм
Рисунок 3.12 - Конструкції плунжерів ШСН
Основна перевага гумованих манжетних плунжерів – це надійна герметичність циліндро-плунжерної пари при відносно більших, в порівнянні з металевими плунжерами, радіальних зазорах. Такі плунжери чутливі до впливу механічних домішок і придатні для роботи в свердловинах, в продукції яких механічні домішки відсутні. Крім того, при переміщенні гумованих плунжерів виникають значні сили тертя.
3.5.3 Клапанні вузли
Клапани штангових свердловинних насосів - це кулькові пристрої, призначені для перекриття зворотного протікання рідини. Насоси комплектуються всмоктувальними і нагнітальними клапанами. Нагнітальні клапани, в переважній більшості ШСН, встановлюються в нижній частині плунжера, всмоктувальні - в нижній частині циліндра.
Клапани можуть мати два виконання за конструкцією сідла клапана – з циліндричним сідлом і з циліндричним сідлом з буртом. Обидва виконання за конструкцією можуть мати нормальний або зменшений діаметр кульки. В залежності від характеру відкачуваного середовища деталі клапанів виготовляються із різних матеріалів приведених в таблиці. Твердість матеріалу кульки на 15 - 20 HRС більша від твердості матеріалу сідла.
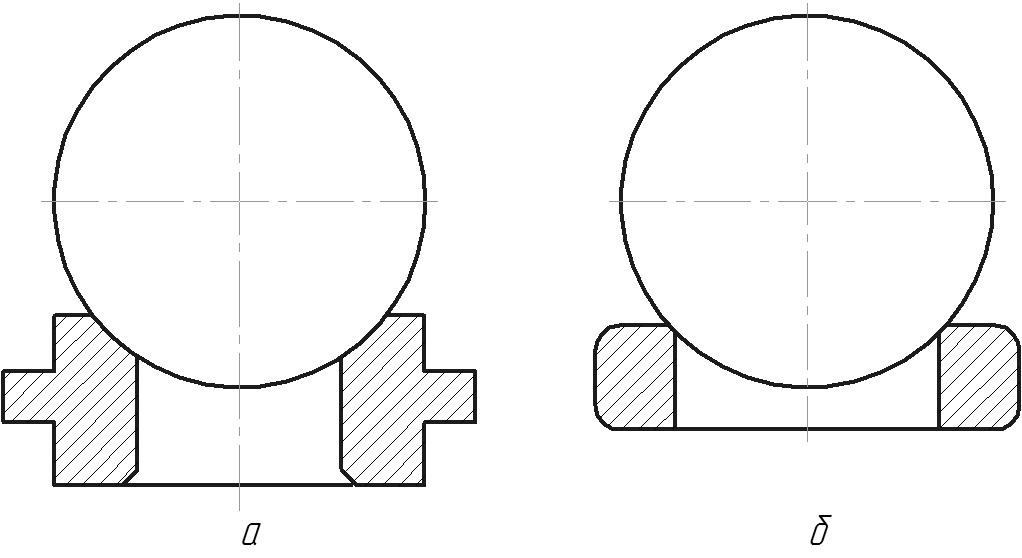
а – клапан КБ; б – клапан К
Рисунок 3.13 - Конструктивні виконання сідел клапанів
Для ефективної роботи насосів клапанні вузли комплектуються здвоєними нагнітальними та всмоктувальними клапанами.
Способи кріплення всмоктувальних клапанів визначаються типом та конструкцією насоса. У невставних насосів всмоктувальний клапанний вузол повинен мати спеціальний захоплювальний пристрій для можливості його заміни без піднімання НКТ.
Економічність і надійна робота клапанів визначаються герметичністю пари «сідло-кулька». Забезпечення її герметичності досягається селективним підбиранням сідла і кульки та випробовуванням герметичності клапанів на спеціальних стендах.
Специфічні умови експлуатації підземного нафтового обладнання визначають характерні конструктивно-технологічні вимоги, які забезпечують нормальну працездатність і експлуатаційну надійність обладнання. Домінуюче значення при цьому має технологія виготовлення деталей ШСН і особливо його заключна стадія - складання.
Таблиця 3.1 – Матеріали деталей клапанів свердловинних штангових насосів
Матеріал кульки |
Матеріал сідла |
Нержавіюча загартована сталь |
Нержавіюча загартована сталь |
Нержавіюча загартована сталь |
Зпечений металопорошок |
Нержавіюча загартована сталь |
Твердий сплав (карбід вольфраму) |
Нержавіюча загартована сталь |
Нержавіюча загартована сталь з кільцем із твердого сплаву (карбід вольфраму) |
Твердий сплав (карбід вольфраму) |
Твердий сплав (карбід вольфраму) |
Металокераміка |
Нержавіюча загартована сталь з кільцем із твердого сплаву (карбід вольфраму) |
Стеліт (сплав кобальта, нікеля і хрому) |
Стеліт (сплав кобальта, нікеля і хрому) |
Основною особливістю складання штангових свердловинних насосів є досягнення високої точності спряження пари "циліндр-плунжер", що досягається селективним сортуванням втулок, з яких складається втулковий циліндр і підбором для нього відповідного плунжера.
Втулки виготовляються з високою точністю. Допустимі відхилення - діаметр, не прямолінійність осей отвору та не перпендикулярність торцевої поверхні до осі отвору не повинні перевищувати 0,03 мм. Після складання втулкового циліндра і встановлення плунжера по всій довжині насоса, повинен бути забезпечений постійний діаметральний зазор.
Якість складання циліндро-плунжерної пари контролюється зусиллям, яке виникає при контакті плунжера і циліндра, що записується на картограмах, які додаються до паспорта насоса.