

7.2 Сборка конструкции под сварку.
Процесс сборки состоит из трёх последовательных выполняемых операций:
1. временного закрепления свариваемых конструкций в контователе;
2. подгонки кромок соединяемых элементов 2мм;
3. постановки прихваток на подогнанные кромки.
Длина прихваток 20мм, расстояние между прихватками 300 мм.
Прихватки выполняем сварочным оборудованием Kemppi Kempact Puls 3000.
Вылет проволоки |
D проволоки, мм |
Сила тока, А |
Напряжение дуги, В |
Скорость сварки. м\ч. |
10 |
1,2 |
170 |
22 |
19 |
К качеству прихваток предъявляют такие же требования, как и штатным швам. Поверхность прихваток должна быть подвергнута внешнему осмотру.
7.4.Сварка.
Сварку проводим в горизонтально-вертикальном положении в 4 прохода.
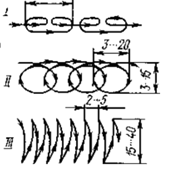
1) возвратно поступательно
2) по вытянутой спирали
3) змейкой
Первый проход выполняем возвратно-поступательно 1)
Второй проход по вытянутой спирали
Третий и последующий змейкой
С целью обеспечения гарантированного проплавления кромок с повышенной глубиной проплавления сварку корневого прохода многослойных швов осуществляют короткой и предельно короткой дугой без поперечных колебаний электрода. После сварки удалить сварочную корк.
Для того, чтоб обеспечит необходимый размер формы шва второй проход производим с поперечными колебаниями.
Сварку производить на следующем режиме:
Проход |
D, мм |
Iсв, А |
Uсв, В |
Вылет, мм |
Расход, л/мин |
Vсв, м\ч. |
1 |
1,2 |
170 |
22 |
10 |
8 |
19 |
2-4 |
1,2 |
170 |
22 |
10 |
8 |
19 |
Сварку проводим на постоянном токе, обратной полярности.
Проверка режима сварки через t8\5
 k
k
где к-коэффициент приведения, равный К=0.7

![]()
что удовлетворяет промежутку 15-30 с, в следствии этого можно гарантировать, что в интервале t8\5 не будут образовываться закалочные структуры.
8. Контроль производства сварочных работ
8.1 Входной контроль:
А.Контроль качества основного металла: проверить наличие сертификата на металл, произвести внешний осмотр на наличие трещин, расслоений, ржавчины и других дефектов. Произвести проверку химического состава и механических свойств металла.
Б.Контроль состояния сварочного и вспомогательного оборудования: проверить пригодность источника питания дуги к выполнению сварочных работ на заданном режиме, проверить газовые горелки.
В.Контроль квалификации сварщиков: удостоверится в том, что сварщик имеет аттестат на проведение данных сварочных работ.
Г.Контроль качества и подготовки и сборки элементов конструкции под сварку: проверить качество очистки кромок и прилегающего металла, проверить зазор между кромками.
8.2 Операционный контроль:
Не режа двух раз в смену проверять правильность выполнения заданного технологического регламента, то есть проверять марку и диаметр используемой проволоки, температуру и место подогрева металла пере сваркой и в её процессе; проверять режим сварки, технику ведения процесса сварки, очистку поверхности валика от шлака и брызг металла; порядок наложения швов.