

7.1 Подготовка и хранение сварочных материалов
Сварочные материалы следует хранить в сухом отапливаемом помещении, в условиях, предохраняющих от увлажнения и загрязнения. Температура помещения должна быть не ниже 15 °С.
7.2 Подготовка конструкции к сборке.
При подготовке металла и конструкции к сборке и сварке необходимо провести входной контроль который включает:
Проверку качества основного материала и , несмотря на наличие сертификата предприятия изготовителя, проверку химического состава стали, в том числе для определения действительного значения эквивалентного углерода;
Внешний осмотр на наличие трещин и расслоений;
В целях избегания образования в швах пор и других включений торцевые поверхности кромок и прилегающие к ним зоны металла шириной 25-30 мм. Подлежат очистке от ржавчины, краски, масляных и других загрязнений. Очистку выполняем шлифовальной машинкой BOSH PWS 650.По условию проекта необходимо выполнить односторонний стыковой шов с полным проплавлением, что по ГОСТ 16037-80 соответствует типу стыкового соединения С8.Разделку кромок выполняем при помощи кромкореза TruTool TKF 1100 (1А1).
По условию проекта необходимо выполнить кольцевой поворотный двух цилиндрический шов без скоса кромки с частичным проплавлением, что по ГОСТ 16037-80. соответствует типу С-8 , с зазором 2мм. рис 3.1. Подготовленные под сварку кромки и прилегающие к ним участки металла шириной не менее 20мм, должны быть самым тщательным образом очищены, очистку производить шлифовальной машинкой.
Выписка из ГОСТ 16037-80
Условное |
Конструктивные элементы и размеры |
Способ |
s – s1 |
b |
с |
e |
g |
|||||
обозначение сварного соединения |
подготовленных кромок свариваемых деталей |
сварного шва |
сварки |
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
|
с |
|
3 |
|
|
|
|
8 |
|
|
|
|
|
|
|
4 |
|
|
|
|
10 |
+2 |
1,5 |
+1,5 |
|
|
|
|
5 |
|
|
|
|
11 |
|
|
1,0 |
|
|
|
|
6 |
1 |
+0,5 |
0,5 |
+0,5 |
12 |
|
|
|
|
Рис 3.1 |
Рис 3.2 |
|
7 |
|
|
|
|
13 |
|
|
|
С8 |
|
|
ЗП; Р |
8 |
|
|
|
|
14 |
+3 |
|
|
|
|
|
|
9 |
|
|
|
|
16 |
|
|
|
|
|
|
|
10 |
|
|
|
|
18 |
+4 |
2,0 |
+2,0 |
|
|
|
|
12 |
|
|
|
|
20 |
|
|
1,5 |
|
|
|
|
14 |
2 |
|
1,0 |
±0,5 |
22 |
|
|
|
|
|
|
|
16 |
|
+1,0 |
|
|
25 |
+5 |
|
|
|
|
|
|
18 |
|
|
|
|
27 |
|
|
|
|
|
|
|
20 |
|
|
|
|
29 |
+7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис 3.1
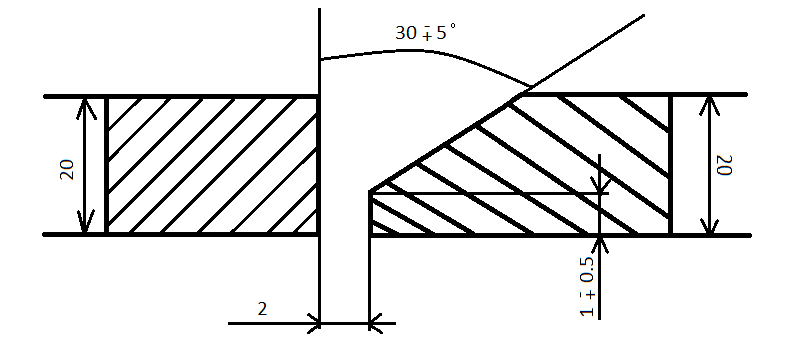
Рис 3.2
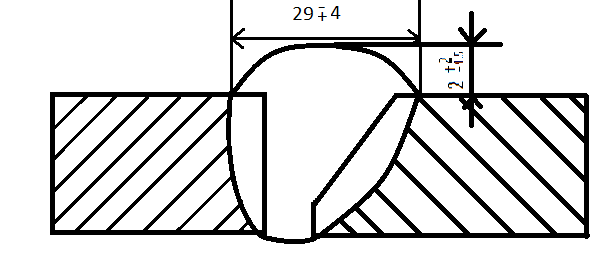
Рис 5.Вид выполняемого шва.