

6.Выбор основного и вспомогательного оборудования
1.Основное оборудование:
Сварку заданной стали обеспечит сварочный аппарат Kemppi Kempact Pulse 3000. Ниже приведены технические данные.

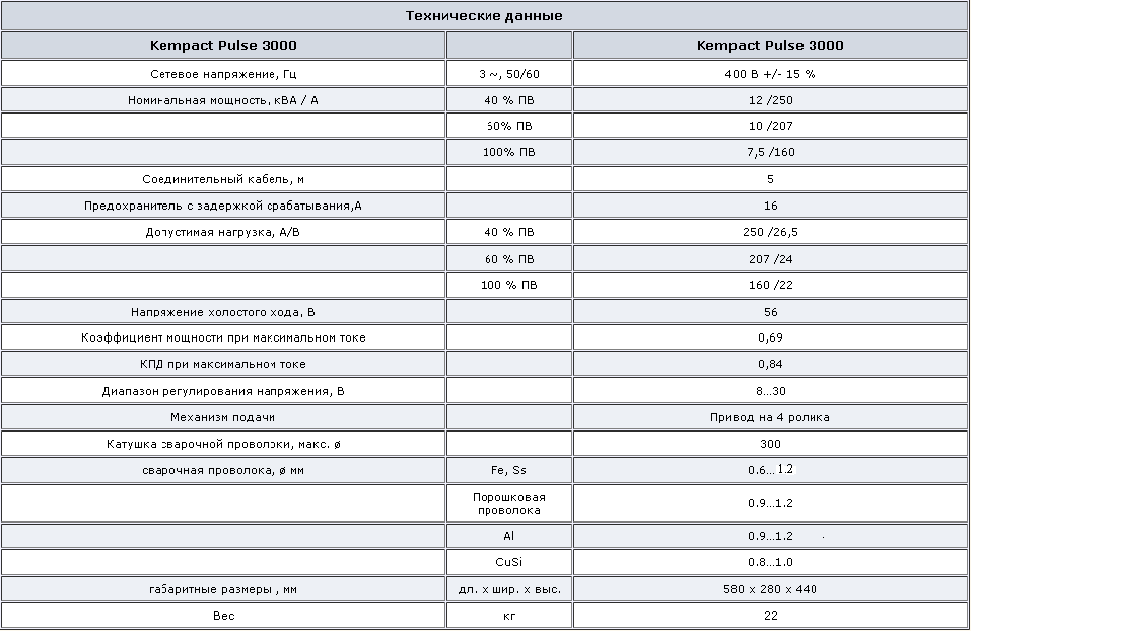
Рис.3
Kempact Pulse 3000 - эффективный аппарат синергетической сварки MIG/MAG с функциями импульсной сварки и сварки двойными импульсами. Аппарат предназначен MIG/MAG для сварки алюминия и других материалов, имеющий разнообразные функции для профессионалов с четкими требованиями к точности управления качеством сварки.
Kempact Pulse 3000 имеет функцию импульсной сварки, сварки двойными импульсами, а также сохраненные в памяти программы сварки, используемые для автоматической оптимизации настроек конкретных сварочных операций.
2.Вспомогательное оборудование.
Для очистки кромок металла будем применять шлифовальную машинку.
2.1 Кантователи предназначены для установки свариваемого изделия и поворота его вокруг горизонтальной оси, а также для перемещения изделия по вертикали. Кантователи не имеют - сварочной скорости. Они различаются по принципу устройства привода поворота. Наиболее распространены кантователи центровые, цепные, книжные, кольцевые. Центровые кантователи (рис. 4) имеют две стойки, на которых смонтированы приводы со шпинделями и рабочими органами. Одна из стоек, обычно неподвижная, имеет привод вращения шпинделя. Вторая, подвижная, имеет механизм перемещения по направляющим.
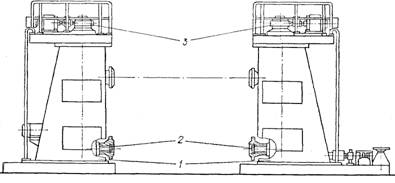
Рис. 4. Кантователь двухстоечный с подъемными центрами: 1 - стойки; 2 - шпиндели; 3 - приводы
В случае небольших перемещений вместо перемещения всей стойки может выдвигаться лишь шпиндель. Кроме того, каждая стойка может иметь синхронизированный привод подъема центров, который упрощает работу при сварке рамных конструкций. Основными параметрами кантователей являются крутящий момент, грузоподъемность, минимальная и максимальная высота подъема центров. Выбор кантователя проводится аналогично выбору манипулятора по грузоподъемности и крутящему моменту. Основные параметры и размеры сварочных двухстоечных кантователей с подъемными центрами .
2.2Для изготовления кромок будем применять кромкорез TruTool TKF 1100 (1А1) с электроприводом

2.3 Болгарка BOSH PWS 650.

3. Проволока сварочная омедненная СВ08Г2С
Проволока сварочная по ГОСТ 2246-70 диаметром 0,5-2,0 мм и 6,0-8,0 мм и легированная диаметром 0,8-4,0 мм поставляется в мотках массой не более 80кг, диаметром 2,5-5,0 мм поставляется в бухтах массой 500-1200кг. Мотки (бухты) обертываются водонепроницаемой двухслойной упаковочной бумагой или парафинированной бумагой. По назначению сварочная проволока подразделяется: проволока сварочная для сварки (наплавки); проволока сварочная для изготовлении электродов. Проволока сварочная ГОСТ 2246-70 применяется для механизированных способов cварки. Временное сопротивление разрыву соответствует ГОСТ 2246-70. Проволока сварочная поставляется в мотках прямоугольного сечения или на крупногабаритных металлических катушках емкостью до 1000кг. Мотки сварочной проволоки обертываются влагонепроницаемой бумагой, затем тарной тканью, на катушках не упаковывается. Проволока сварочная марки СВ08Г2С применяется для изготовления электродов. Проволока сварочная поставляется на катушках массой до 1000кг, по требованию потребителя в мотках. Требования к упаковке согласно ГОСТ 2246-70. Проволока сварочная омедненная марки СВ08Г2С Проволока сварочная омедненная марки СВ08Г2С гарантирует высокие сварочно-технологические свойства, стабильность механических свойств металлошва и надежность сварных соединений.

http://metizorel.ru/prov2246.html
4. Щиток
7. Разработка технологического процесса сварки
1.Исходные данные
1.Цилиндрическая толстолистовая конструкция. Длина 4000 мм. Диаметр 1000. Толщина 20 мм. Сталь марки 10Г2С (t8/5 – 10 – 40 c)
2. Тип соединения: стыковое .
3. Характеристика соединения: кольцевое поворотное двух цилиндрический.
4. Характеристика шва: Односторонний стыковой с полным проплавлением.
5. Положение сварки: нижнее.
6. Способ сварки: механизированная сварка в защитном газе.
7.Условия производства: температура металла 20ºС.
7.1 Подготовка конструкции к сборке.