

Содержание:
Введение………………………………………………………….....2
1. Исходные данные……………………………………………….3
2. Характеристики свариваемой конструкции………………...3
3. Выбор способа сварки………………………………………....4
4. Особенности сварки стали 10Г2С…………….…………...5
5. Выбор сварочных материалов………………….………….....7
6. Выбор основного и вспомогательного оборудования….....9
7. Разработка технологического процесса сварки……………..…..…10
7.1 Подготовка конструкции к сборке……………………..……….10
7.2 Сборка конструкции под сварку………………………….11
7.3 Подогрев металла…………………………………….……11
7.4 Сварка…………………………………………………..……12
8. Контроль производства сварочных работ……………….….13
9. Охрана труда…………………………………………………….14
10. Список использованной литературы……………………….16
Введение
Цель работы: изучение особенности сварки плавлением стали 10Г2С и разработка технологического процесса сварки цилиндрической толстолистовой конструкции.
Сварка является одним из основных технологических процессов в промышленности. Сварку применяют при изготовлении и монтаже строительных конструкций, трубопроводов, технологического оборудования из различных марок сталей, цветных металлов и сплавов, других материалов.
Производительность и качество сварочных работ и, как следствие, эффективность современного строительно-монтажного производства определяются главным образом их техническим уровнем и квалификацией специалистов. Последний фактор становится особенно важным в условиях все возрастающего насыщения сварочного производства сложным оборудованием, использования в сварных конструкциях трудносвариваемых сталей и сплавов, применения новых прогрессивных технологических процессов, повышения требований к качеству сварных соединений.
1.Исходные данные
1.Цилиндрическая толстолистовая конструкция. Длина 4000 мм. Диаметр 1000. Толщина 20 мм. Сталь марки 10Г2С (t8/5 – 10 – 40 c)
2. Тип соединения: стыковое .
3. Характеристика соединения: кольцевое поворотное двухцелендрический.
4. Характеристика шва: Односторонний стыковой с полным проплавлением.
5. Положение сварки: нижнее.
6. Способ сварки: механизированная сварка в защитном газе.
7.Условия производства: температура металла 20ºС.
2. Характеристики свариваемой конструкции.
Геометрические размеры:
Длина 4000мм.
Диаметр 1000.
Толщина 20 мм.
Сталь марки 10Г2С.
t8/5 – 10 – 40 c.

Рис 1. Внешний вид цилиндрической толстолистовой конструкции.
По условию цилиндрическая толстолистовая конструкция изготавливается из конструкционной низколегированной стали для сварных конструкций стали 10Г2С. Ниже приведены химический состав и механические свойства стали.
Таблица 2.1 Химический состав в % материала 10Г2С
C |
Si |
Mn |
Cr |
N |
Ni |
Cu |
As |
S |
P |
|
|
|
|
|
|
|
|
|
|
0,12 |
0.8 - 1.1 |
1.3 - 1.65 |
До 0.3 |
0.008 |
до 0.3 |
до 0.3 |
до 0.08 |
до 0.04 |
до 0.035 |
|
|
|
|
|
|
|
|
|
|
Таблица 2.2 Механические свойства стали 10Г2С при температуре 20°.
Класс прочности по ГОСТ 19281-89 |
Предел текучести σТ, МПа |
Временное сопротивление σВ, МПа |
Относительное удлинение δS ,% |
590-640 |
295-355 |
430-490 |
21 |
3.Выбор способа сварки
Способ сварки механизированная сварка в защитном газе.
Механизированная дуговая сварка (прежний термин — полуавтоматическая) представляет собой процесс дуговой сварки плавящимся электродом, при котором подача проволоки в зону сварки осуществляется с помощью механизмов — сварочных полуавтоматов. Перемещение дуги вдоль свариваемых кромок и манипулирование электродом при сварке производится вручную. Такая схема процесса, во многом сохраняя приемы и достоинства ручной сварки (простота, надежность, маневренность, малое время на подготовку к сварке и т.п.),делает ее весьма пригодной и в настоящее время наиболее перспективной для производства сварочных работ во многих отраслях промышленности и особенно в машиностроении.
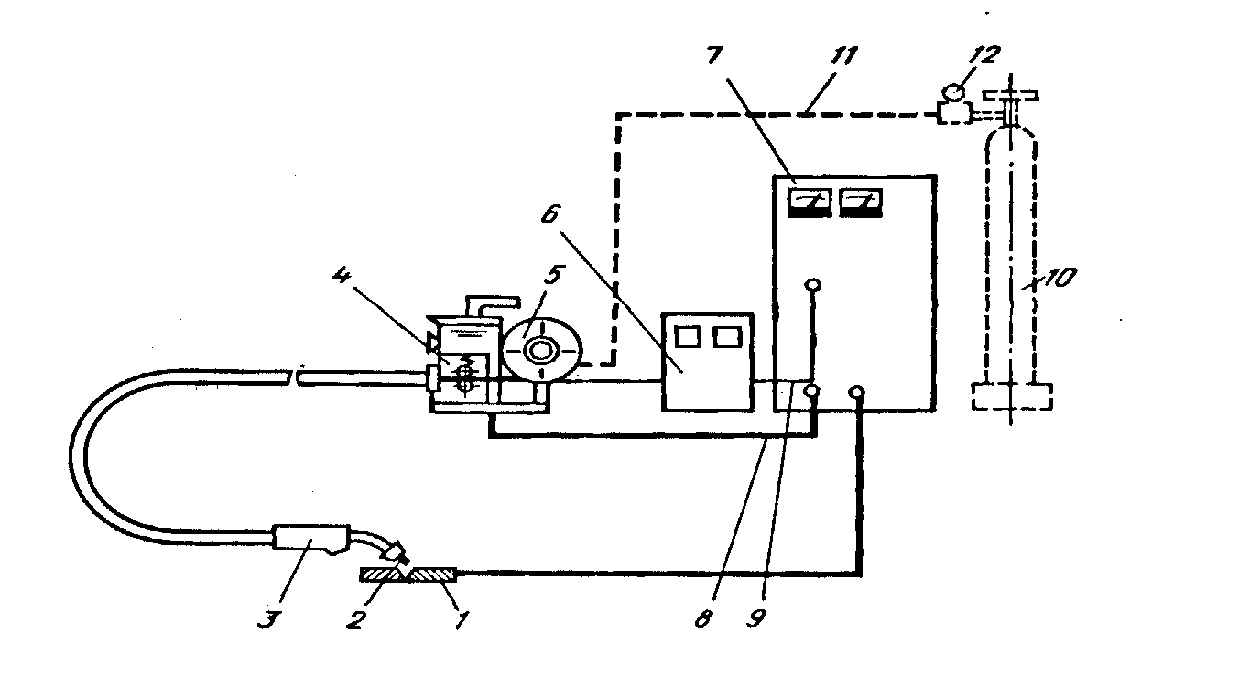
Рис. 2. Схема механизированной сварки плавящимся электродом:
1 — свариваемые детали; 2 — плавящийся электрод (проволока); сварочный полуавтомат: 3 — горелка с гибким шлангом; 4 — механизм подачи проволоки; 5 — кассета с проволокой; 6 — шкаф управления; 7 — источник питания; 8 — сварочный кабель; 9 — провод цепи управления; 10 — баллон с газом; 11 — газовый шланг; 12 — газовый редуктор-расходомер (10—12 — устанавливаются при сварке с использованием защитного газа)
Сварка в защитных газах является одним из способов дуговой сварки. При этом способе в зону дуги подается защитный газ, струя которого, обтекая электрическую дугу и сварочную ванну, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. Сварка в защитных газах отличается следующими преимуществами: высокая производительность (в 2...3 раза выше обычной дуговой сварки), возможность сварки в любых пространственных положениях, хорошая защита зоны сварки от кислорода и азота атмосферы, отсутствие необходимости очистки шва от шлаков и зачистки шва при многослойной сварке; малая зона термического влияния; относительно малые деформации изделий; возможность наблюдения за процессом формирования шва; доступность механизации и автоматизации. Недостатками этого способа сварки являются необходимость принятия мер, предотвращающих сдувание струи защитного газа в процессе сварки, применение газовой аппаратуры, а в некоторых случаях и применение относительно дорогих защитных газов.
Известны следующие разновидности сварки в защитном газе: в инертных одноатомных газах (аргон, гелий), в нейтральных двухатомных газах (азот, водород), в углекислом газе. В практике наиболее широкое применение получили аргонодуговая сварка и сварка в углекислом газе. Инертный газ — гелий применяется очень редко ввиду его большой стоимости. Для сварки ответственных конструкций широко применяется сварка в смеси газов аргона и углекислого газа в соотношении 85% аргона и 15% С02. Качество этой сварки сталей очень высокое. Питание дуги осуществляют источники постоянного тока с жесткой характеристикой. В последние годы применяются в основном сварные выпрямители серии ВДУ с универсальной внешней характеристикой, т. е. жесткой, либо крутопадающей простым переключением пакетника.
Переменный ток не применяется из-за низкой устойчивости процесса горения дуги, плохого формирования и плохого качества шва. Напряжение на дуге при сварке в С02должно быть не более 30 В, так как с увеличением напряжения и длины дуги увеличивается разбрызгивание и окисление. Обычно напряжение дуги — 22— 28 В, скорость сварки — 20-80 м/ч, расход газа 7—20 л/мин. Сварка в С02 с проволокой дает провар более глубокий, чем электроды, поэтому при переходе с ручной сварки оправданным считается уменьшение катетов примерно на 10%. Это объясняется повышенной плотностью тока на 1 мм2электродной проволоки. Основные элементы режима сварки в С02 в табл.1.
Таблица 3
Типовые параметры режима сварки в С02
Диаметр проволоки, мм |
Сварочный ток, А |
Скорость подачи проволоки м/ч |
Напряжене на дуге, В |
Расход газа, л/мин |
Вылет проволоки, мм |
0,8 |
50—110 |
устанавл. подбором под режим |
18—20 |
5—7 |
6—12 |
1,0 |
70—150 |
19—21 |
7—9 |
7—13 |
|
1,2 |
90—230 |
21—25 |
12—15 |
8—15 |
|
1,6 |
150—300 |
23—28 |
12—17 |
13—20 |
Сварку в углекислом газе производят почти во всех пространственных положениях, что очень важно при производстве строительно-монтажных работ. Сварку осуществляют при питании дуги постоянным током обратной полярности.

Рис. 2. Движение электрода во время сварки в углекислом газе при выполнении многослойного шва
На рисунке показаны движения электрода во время сварки в углекислом газе при выполнении многослойного шва.