

1.3 Характеристики і особливості керамічних плиток
Керамічні плитки бувають: облицювальні, підлогові і фасадні. Розміри плиток коливаються від 2,1×2,1 мм для килимово-мозаїчних до 600×1200 мм для навісних фасадних систем.
Способи отримання і властивості керамічних плиток різного призначення приведені в таблиці 3 [8].
Таблиця 3
Характеристика керамічних плиток
|
Облицювальна |
Фасадна |
Підлогова |
Вид глини |
Туго- і легкоплавка |
Туго- і легкоплавка |
Тугоплавка |
Спосіб формування |
Напівсухе пресування |
Напівсухе пресування і пластичне формування |
Напівсухе пресування |
Товщина, мм |
3,5-7,0 |
7,0-13,0 |
11,0-13,0 |
Структура черепка |
Пориста |
Пориста |
Щільна |
Водопоглинання, % |
До 16 |
До 12 |
До 4 |
Відмітне якість |
Естетичність і гігієнічність |
Морозостійкість, 30-50 циклів |
Стираність менше 0,007 г/см3 |
Межа міцності при вигині, МПа |
15-20 |
- |
Більше 20 |
Керамічні плитки для внутрішнього облицювання стін (облицювальні плитки) покриті глазур'ю, що визначає їх декоративні і гігієнічні властивості. Такі плитки водонепроникні, довговічні, вогнетривкі. Їх застосовують для облицювання стін їдалень і кухонь, санітарних вузлів житлових приміщень, лікарень і поліклінік, побутових приміщень підприємств, плавальних басейнів, станцій метрополітену і інших об'єктів.
Облицювальні плитки розрізняють: по покриттю глазурі - білі і кольорові, покриті глазур'ю прозорими і кольоровими, декоровані багатоколірним малюнком і так далі; по виду поверхні - плоскі, рельєфно-орнаментовані, фактурні та ін.; за формою - квадратні прямокутні, фасонні.
Особливістю керамічних плиток для підлог є мала пористість, висока щільність, велика опірність стираючим зусиллям, вогнестійкість, стійкість проти атмосферних дій. Усе це визначає довговічність матеріалу. Підлогові керамічні плитки застосовують для настилки підлог в промислових, житлово-побутових і суспільно-культурних будівлях.
По виду лицьовій поверхні розрізняють плитки гладкі, витиснені, рельєфно-глазуровані, гладкі глазуровані, з орнаментованою сериографическим способом поверхнею; за кольором - одноколірні, багатоколірні; килимово-візерунчасті, мармуровидні, порфировидные, рельефно-орнаментированые глазуровані та ін.
Фасадні глазуровані і неглазуровані плитки використовують для облицювання зовнішніх стін і цоколів будівель, обробки стінних панелей, великих блоків, лоджій, обрамлення віконних і дверних отворів і оформлення інших архітектурних елементів будівель, а також облицювання підземних пішохідних переходів і транспортних тунелів.
2. Технологічна частина
2.1 Опис технологічної схеми виробництва керамічних фасадних прислонных плит
Виробництво керамічних фасадних прислонных плиток регламентується нормами DIN 18 166 "Керамічних фасадних прислонные плиток". Ці плитки виготовляють з сіро-білим, світлим або кольоровим черепком, глазуровані або неглазуровані. Вони призначені для внутрішнього і зовнішнього облицювання стін або для покриття підлог.
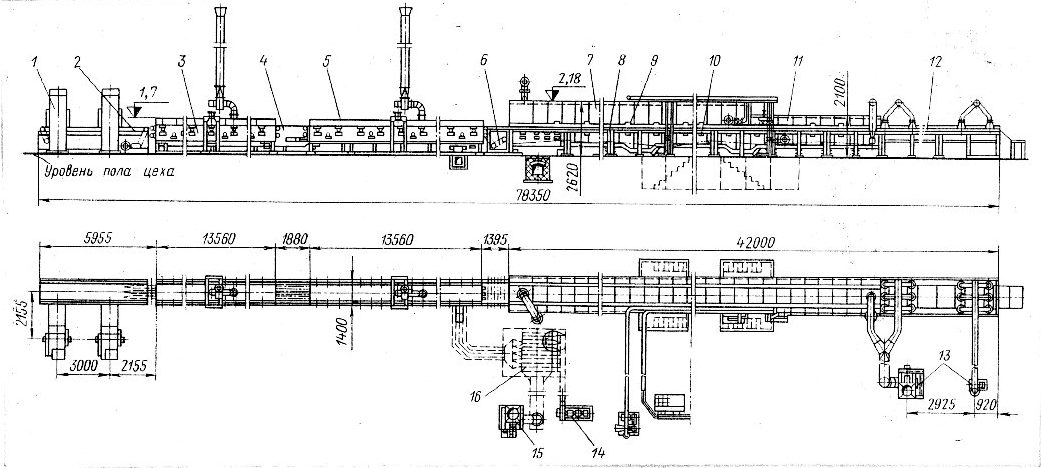
1 - прес; 2,4,6 - транспортери; 3,5 - сушарки; 7 - роликова конвеєрна піч; 8 - цепний привід; 9,10 - верхні і нижні газові пальники; 11 - канал конвеєра; 12 - відкрита частина конвеєра; 13,14,15 - вентилятори; 16 - теплообмінник
Формування і сушка. Керамічні прислонные плити виготовляють з пластичної керамічної маси, вологість якої при формуванні складає в середньому від 15 до 17%. Формування плит здійснюють вакуумним стрічковим пресом методом екструдування. Керамічна маса спресовується шнеком стрічкового пресу і продавлюється через змінний мундштук, закріплений у кінці вихідної циліндричної частини пресу, проходячи через який пластичний глиняний брус набуває форми відповідного керамічного виробу, тобто форму плити. Відрізний пристрій, робота якого синхронізована із швидкістю руху глиняного бруса, розрізає той, що виходить з мундштука пресу відформований брус на частини по довжині плит, які називають напівфабрикатами. З пресу відформовані плити виходять здвоєними, зверненими один до одного тильними сторонами. Раніше плити розділяли після випалення вручну на місці виробництва робіт, а тепер розподіл входить в процес виробництва.
Здвоєні відформовані плити, поставлені вертикально, транспортують по усій технологічній лінії; вони проходять послідовно сушку в камерних або тунельних сушарках, глазурування, потім їх вантажать на обпалювальні вагонетки і обпалюють. Щоб плити по довжині не піддавалися викривленню і ушкодження під час руху по усій технологічній лінії, тильна сторона їх має ребра жорсткості. Після сушки протягом 2 діб зменшується вологість плит удвічі від початкової, а їх розміри - приблизно на 4%, тобто відбувається усадка, і плити стають твердими.

Мал. 3.Сушка
Лицьова поверхня. Обробка лицьової поверхні прислонных плит здійснюється одним їх наступних способів. Залишають плиту неглазурованій, профілюють, надають певну структуру, а потім проводять глазурування; глазурування виконують кольоровою глазур'ю, художнє глазурування здійснюється вторинним випаленням. Глазур наносять відразу після сушки вироби, а її випалення відбувається при температурі близько 1230°З, під час випалення самої плити.
Деяку глазур (переважно інтенсивного забарвлення) обпалюють при нижчій температурі. В цьому випадку спочатку при вищій температурі обпалюють само виріб, потім наносять глазур і виріб обпалюють повторно (вторинне випалення).
Лицьову поверхню деяких плит виконують профільованою або структурованою виходячи з функціональних вимог, наприклад, щоб перешкоджати ковзанню при ходьбі, або з міркувань естетичного оформлення. Профілізація і рифлення лицьової поверхні по довжині плит здійснюють за допомогою профільного мундштука. Інші види структуризації лицьової поверхні плит виконують профільованими вальцями, якими здавлюють рухомий брус з двох сторін відразу не виходячи з мундштука.
Тильна сторона плит. На тильній стороні керамічних прислонных плит в процесі виробництва утворюється характерний профіль, який забезпечує найкраще зчеплення будівельного розчину зі встановлюваною плитою. При проходженні здвоєного бруса через мундштук зі встановленим посередині керном здійснюється дуже чітка профілізація обох здвоєних тильних сторін плит.
Випалення плит. Після завантаження висушених плит на обпалювальні вагонетки за певною схемою, плити обпалюють в тунельній печі завдовжки більше 100 м вагонетки з плитами одна за одною просуваються уздовж печі послідовно через зони підігрівання, випалення і охолодження. Випалення триває приблизно 50 ч.

Мал. 4. Випалення
Програму температурного режиму випалення витримують відповідно до рецептурного складу плит і заданої якості кінцевого продукту. Температура режиму випалення підтримується автоматично за даними виміру температури термоелементами і результатам спостереження за конусом Зегера. Конуси Зегера є пірамідальними зразками з силікатної маси, що має різні точки плавлення залежно від її складу; конуси встановлюють разом з обпалюваними виробами з вагонетки, що посуваються послідовно через усі зони печі. При температурі близько 1230°З керамічна маса ущільнюється; причому додаткова усадка маси при випаленні складає приблизно 4%. Далі, в процесі спікання керамічна маса ущільнюється без деформації виробу, перетворюючись на керамічний жорсткий черепок з щільною структурою.
Завершальні стадії виробництва передбачають розщеплення здвоєних плит, сортування, упаковку, зв'язування в стопки. Залежно від якості виготовлення керамічні фасадні прислонные плити сортують на три класи:
плити I сорту мають червону маркіровку; вони відповідають вищій якості по DIN 18 166, оскільки задовольняють найвищим вимогам по морозостійкості, міцності на удар, кольору, догляду за ними в процесі експлуатації;
плити II сорту мають синю маркіровку; вони мають невеликі дефекти поверхні, ушкодження ребер і дефекти забарвлення, які, проте, не спотворюють загальне колірне сприйняття поверхні;
плити III сорту маркірують зеленим кольором; колірне сприйняття таких плит значно відхиляється від стандартних плит I сорту. Вони можуть мати також дефекти поверхні і деякі відхилення від допустимих розмірів (довжина, ширина, площинна поверхні, прямолінійність сторін).