

2. Выбор инструмента

1. Проходные — для обтачивания детали вдоль оси ее вращения.
Резцы проходные упорные – наиболее применяемые в производстве - предназначены для обточки наружных цилиндрических поверхностей. Конструкция резца позволяет снимать максимальную толщину материала за один проход.

2. Резцы проходные отогнутые - предназначены для черновой и чистовой обработки наружных и торцевых поверхностей, а также для снятия фасок.

Расточные — для растачивания отверстий. Отверстия растачиваются при помощи резцов или уже по готовым отверстиям, или после сверления сверлами крупных размеров.
2.3.2 Обработка заготовок на шлифовальных станках
1. Обработка заготовок на круглошлифовальных станках
Шлифование наружных ЦП производят на круглошлифовальных станках при установке деталей в центрах в патроне или спец приспособлении. Конструкции круглошлифовальных станков и их компоновка подчиняются основным схемам шлифования. Станки обеспечивают необходимые для обработки движения и кинематические соотношения. Эти станки делят на простые, универсальные и врезные. Универсальные станки имеют поворотную переднюю и шлифовальную бабки. Каждую бабку можно повернуть на определенный угол вокруг вертикальной оси и закрепить для последующей работы. Простые станки снабжены неповоротными бабками. У врезных станков отсутствует продольная подача стола, а шлифование ведется по всей длине заготовки широким абразивным кругом с поперечной подачей.
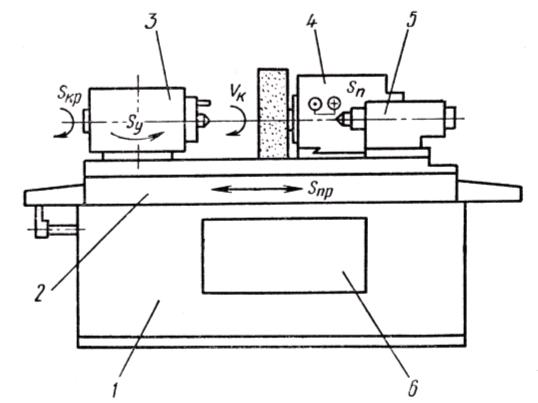
Рис. Круглошлифовальный станок: 1 – станина; 2 – стол; 3 – передняя бабка; 4 – шлифовальная бабка; 5 – задняя бабка; 6 – привод стола
2. Обработка заготовок на плоскошлифовальном станке
Плоское шлифование производится на плоскошлифовальных станках периферией круга с прямоугольным возвратно-поступательным движением стола с заготовками.
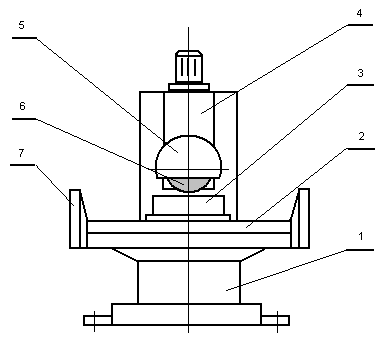
Рис. 1 Внешний вид плоскошлифовального станка;
1 – станина, 2 – прямоугольный стол, 3 – магнитная плита,
4 – суппорт вертикальной подачи,
5 Кожух,6 – шлифовальный круг, 7 – защитное ограждение
Плоскошлифовальные станки (рис.2) применяются для абразивной обработки плоских поверхностей, к которым предъявляются высокие требования по точности обработки и шероховатости поверхности.
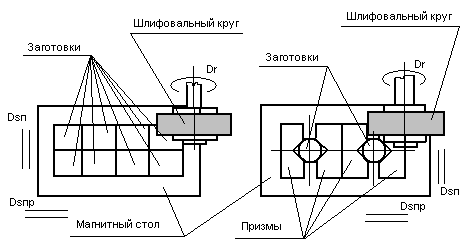
Они снабжены электромагнитными или магнитными плитами, которые обеспечивают быстрое и надежное крепление деталей, обладающих магнитными свойствами. При обработке немагнитных деталей для их установки применяются более сложные приспособления. В серийном и массовом производстве широко применяется многоместная и многоинструментальная обработка (рис.2).
а б
Рис. 2 Схемы установки при многоместной обработке: а – на магнитной плите,
б – с помощью специальных приспособлений (призм)
Для измерения полученный размеров при плоском шлифовании используют микрометры, а при серийном и массовом производстве – жесткий мерительный инструмент (калибры).
Схемы шлифования поверхности определяются конфигурацией, размерами и техническими требованиями деталей.
Во время обработки шлифовальный круг совершает следующие движения:
- вращение вокруг своей оси, которое является главным движением резания Dг;
- движение вертикальной подачи Dsв.
Обрабатываемая заготовка совершает:
- возвратно-поступательное движение продольной подачи Dsпр;
- движение поперечной подачи Dsп (рис.6).
Количественной оценкой:
- главного движения резания Dг является скорость вращения круга Vк