

2.1.3 Шлифование
Шлифование – это процесс резания материалов с помощью абразивного инструмента, режущими элементами которого являются зерна абразивного материала. Главным движением при шлифовании является вращение режущего инструмента (абразивного круга) с очень большой скоростью, а характер движения подачи определяется способом и схемой шлифования. В основном шлифование используется для чистовой и отделочной обработкой с целью повышения точности размеров и снижением шероховатости поверхности по сравнению с обработкой лезвийным инструментом. В отдельных случаях его применяют для черновой обработки твердых материалов (снятие слоя окалины с отливок и поковок, обработка закаленных сталей и т.д.). В зависимости
от вида обрабатываемых поверхностей различают следующие способы шлифования: наружное круговое, внутреннее круговое, плоское и шлифование фасонных поверхностей. Наиболее распространение в промышленности получили круглошлифовальные, внутришлифовальные и плоскошлифовальные станки, а также заточные станки для заточки лезвийного режущего инструмента.
2.2 Выбор рационального способа изготовления детали
Выбор способа обработки детали зависит от формы обрабатываемой поверхности; требований, предъявляемых к точности размеров и качеству поверхности изготовляемой детали, а также от свойств материала обрабатываемой заготовки.
Деталь имеет форму тела вращения, материал 30ХГСА. Исходя из заданных требований, из возможных способов обработки подходят токарная обработка на карусельном станке и шлифование. В связи с указанной шероховатостью наиболее эффективно и экономично будет обработка контура детали шлифованием.
2.3 Технология изготовления детали
2.3.1 Получение детали на карусельном станке
1. Выбор оборудования
Карусельные станки служат для обработки заготовок большого диаметра и малой длины, например, дисков турбин, бандажей, зубчатых колес, маховиков. Двухстоечные токарно-карусельные станки. Двухстоечный токарно-карусельный станок модели 1525 состоит из стола 1 и стоек 5 и 10, соединенных порталом 7. По вертикальным направляющим стоек 5 и 10 движется с помощью ходовых винтов 6 поперечина 8. По горизонтальным направляющим поперечины 8 перемещаются два вертикальных суппорта 9, которые могут быть оснащены револьверной или резцовой головкой. Суппорты приводят в движение вручную маховиками 12 или от коробок подач 4 и 11. Заготовку устанавливают на планшайбе 2. Управление станком осуществляют с пульта 3. В обычном исполнении станок не имеет бокового суппорта, но возможность его установки предусмотрена
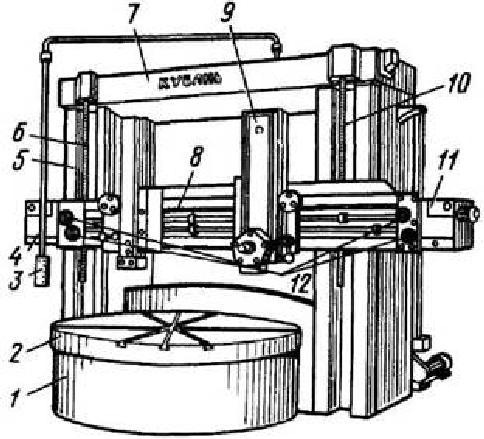
Рис. 1. Двухстоечные токарно-карусельный станок модели 1525
Приспособления и вспомогательный инструмент. Для установки и закрепления заготовок деталей (на столе токарно-карусельного станка) и режущего инструмента (в револьверной головке) применяют различные приспособления. В их числе приспособления для установки обрабатываемых заготовок (например, самоцентрирующая планшайба, которая облегчает выверку и обеспечивает надежное закрепление обрабатываемой заготовки), приспособления для обработки фасонных поверхностей и др.