

Рекомендуемая литература
1. Кондратьев С.С. Технология конструкционных материалов. М.: Колос, 1992.
2. Некрасов С.С. Обработка конструкционных материалов резанием. М.: Агропромиздат, 1997. – 332 с.
Лекция №6 Тема: Способы чистовой обработки деталей абразивными материалами.
Сущность шлифования.
Хонингование.
Суперфиниширование.
1. Сущность шлифования.
Шлифование вид обработки материалов с помощью абразивных инструментов, режущими элементами которых служит зерна из минералов или сверхтвердых материалов. В резании участвуют большое число абразивных зерен, лезвия которых образуют режущие кромки.
Каждое воздействие одного зерна на заготовку приводит к снятию весьма малого объема материала, так называемое микрорезанием. В результате на поверхности детали остается царапина ограниченной длины и очень малой площади поперечного сечения. Обработанная шлифованием поверхность детали образована совокупностью множества царапин – следов разрушения от действия всех абразивных зерен, расположенных на режущей поверхности шлифовального круга.
Шлифование во многих случаях является окончательной обработкой детали, выполняемой после точения, фрезерования, строгания, а также после термической обработки. Шлифование позволяет получить шероховатость поверхности 10 – 12 классов и обеспечивает точность 3 – 2 классов.
Производительность и качество поверхности зависят то следующих факторов:
обрабатываемость шлифуемого материала;
формы и размеры детали;
припуска на шлифование;
жесткости и виброустойчивости станка;
режущей способности шлифовального круга;
эффективности процесса его правки.
Высокая эффективность шлифования достигается только при условии правильно выбранной характеристики круга и режимов обработки, соответствующим определенным эксплуатационным свойствам.
Проектирование технологического процесса шлифования состоит из следующих этапов:
выбирают вид шлифования;
систему базирования обрабатываемого изделия при обработке;
технологическую оснастку;
модели шлифовальных станков;
размеры и характеристики абразивного инструмента;
рациональный режим резания.
2. Хонингование.
Хонингование – это окончательная операция обработки отверстий, осуществляемая при одновременном вращательном и возвратно-поступательном движениях абразивного инструмента.
В качестве режущего инструмента используются алмазные и эльборовые бруски соответствующей характеристики, закрепление на специальной оправке и образующие понетрупецию хонинговальной головки.
Особенности кр-са хонингования:
большая поверхность контакта абразивного инструмента с обрабатываемой поверхностью.
небольшие скорости резания и удельного давления абразивных Брусов;
малое количество выделенного тепла и обилие применение смазочно-охлаждающей жидкости.
Операция хонингование применяется для повышения точности формы, размеров и снижения величины шероховатости поверхности при обработке цилиндрических отверстий: сквозных или глухих, с гладкой поверхностью и с прерывистой, имеющей кольцевые, шпоночные, шлицевые, смазочные отверстия.
Применение нескольких абразивных брусков (не менее 4-х) расположенных по окружности хонинговальной головки на одинаковом расстоянии друг от друга и прижимаемых к обрабатываемой поверхности под давлением, в сочетании с одновременным выполнением вращательным и возвратно-поступательным движениями позволяет устранить дефекты формы (конусность, овальность, волнистость) получающихся в предыдущих операциях.
Недостатком операции является неправильность положения оси отверстия, а только полирования его положения, полученное на предыдущей операции.
Хонингованию подвергаются: блоки цилиндров, гильзы цилиндров, шатуны, тормозные цилиндры после операций: растачивание, развертывание, протягивание.

Рис.1 Схема хонингования гильзы.
Марки брусков: черновое ADB1 630/500 M2 – 01; чистовое ADB1 160/125 M5 - 01; окончательное ACM 20/14 MKЗ.
Режимы хонингования.
Удельное давление Р=(0,6…1,2) МПа
Окружная скорость Vо=30…50 м/мин.
Скорость возвратно-поступательного движения VВН=8…12 м/мин.Операцию хонингование выполняют на универсальных и специальных станках, одно- и многошпиндельных, сверлильным и горизонтальным расположением шпинделей.
Специальный станок МТ-8 предназначен для хонингования блоков цилиндров и гильз.
Суперфиниширование.
Суперфиниширование – это доводка, осуществляемая при одновременно выполняемых колебательном движение инструмента и вращательного заготовки.
Обработки суперфинишированием подвергаются наружные и внутренние цилиндрические, конические, а также сферические и плоские поверхности.
При суперфиниширование наружных цилиндрических поверхностей абразивных брусков прижимается к вращающейся детали с определения давления и совершает возвратно-поступательное движения.
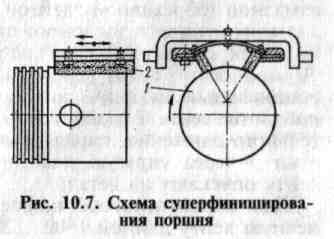
Рис.2. Схема суперфиниширования поршня.
Суперфинишированием обрабатывают – шейки коленчатых валов и распределительных валов, поршни, поршневые пальцы, калибры, штоки, кольца подшипников качения.
Операцию суперфиниширование выполняют после шлифования или после чистового или тонкого точения.
Достигаемая величина шероховатости соответствует 13 – 14 классов.
Недостатком кр-са суперфиниширования является невысокая производительность и ограниченные возможности по направлению погрешностей геометрической формы деталей.
Обработку ведут на станках следующих марок: универсальные 3870Б и 3871В и специальные ЛЗ-111, ЛЗ-112.
Суперфениширование производится брусками из электрокорунда белого (марки 24А, 25А), карбида кремния зеленого(63С,64С) и алмаза синтетического АС.
В зависимости от требований предъявляемым к поверхностям детали, обработку могут проводить 2-х, 3-х кратно.
Режимы суперфиниширования.
Удельное давление брусков Р=0,1…0,4 МПа.
Частота колебания брусков 600…2000 дв.ход./мин.
Амплитуда колебаний до 6 мм.
Скорость возвратно-поступательного движения брусков 1…2 м/мин.
Окружная скорость вращения детали 5…10 м/мин.
Продольная подача S=1…3 мм на оборот.