

Технология изготовления изделия в технике «Плоская ажурная филигрань»
2.1 Общий вид изделия представлен на рис. 2.1
Таблица 2.1 – Экспликация деталей ювелирной подвески «Осенний лист»
№ поз. |
Наименование |
Материал |
Способ изготовления |
Кол-во штук |
1 |
капля |
латунь |
вальцовка, гибка, пайка |
6 |
2 |
калачик |
латунь |
вальцовка, гибка |
6 |
3 |
колечко |
латунь |
Вальцовка, гибка, пайка |
1 |
4 |
головочка |
медь |
протяжка, скручивание, гибка |
12 |
5 |
Головочка 2 |
медь |
Протяжка, скручивание, гибка |
6 |
6 |
Зернь |
медь |
плавка |
6 |
2.2 Технологические заготовительные операции
Разработка эскиза
Изображая эскиз изделия нужно вспомнить о композиции. Композиция в филиграни – это разработка структуры будущего изделия, с помощью которого организуется взаимное расположение его деталей. Поиск мотива – начало работы над композицией филигранного украшения. Под мотивом в филигранной области подразумевается та декоративная единица, которая используется в элементах изделия при реализации замысла всего изделия. Для упрощения поиска мотива необходимо отталкиваться от конкретной формы. Нарисовав изображение по выбранной форме всегда нужно проводить процесс стилизации, т.е. упрощения, обобщения.
Выбор материала.
В изготовлении филигранных изделий чаще всего используют сплавы золота, серебра и платины, а также медь, латунь, мельхиор, нейзильбер. Материалом для подвески данной работы была выбрана латунь и медь. Медь обладает пластичностью и мягкостью, поэтому она хорошо подойдёт для наполнения (то есть самой филиграни), а латунь прочнее и тверже, поэтому целесообразней её использовать для контура изделия.
Заготовка проволоки (глади)
Скрутить и отжечь проволоку.
Материал: латунная проволока, d сечения = 0,70 мм
Оборудование: бензиновая горелка (рис. 2.2)
Оснастка: огнеупорный материал (асбестовая плита)
Примечание: отжиг необходим для снятия внутренних напряжений и придания большей мягкости проволоке. Необходимо скрутить проволоку в моток (рис.2.3), стараясь, чтобы отдельные витки не торчали, иначе нагрев будет неравномерный, и можно легко этот торчащий виточек расплавить. Водить пламенем спокойно и равномерно по кругу до того момента, когда цвет станет тускло- розовым.
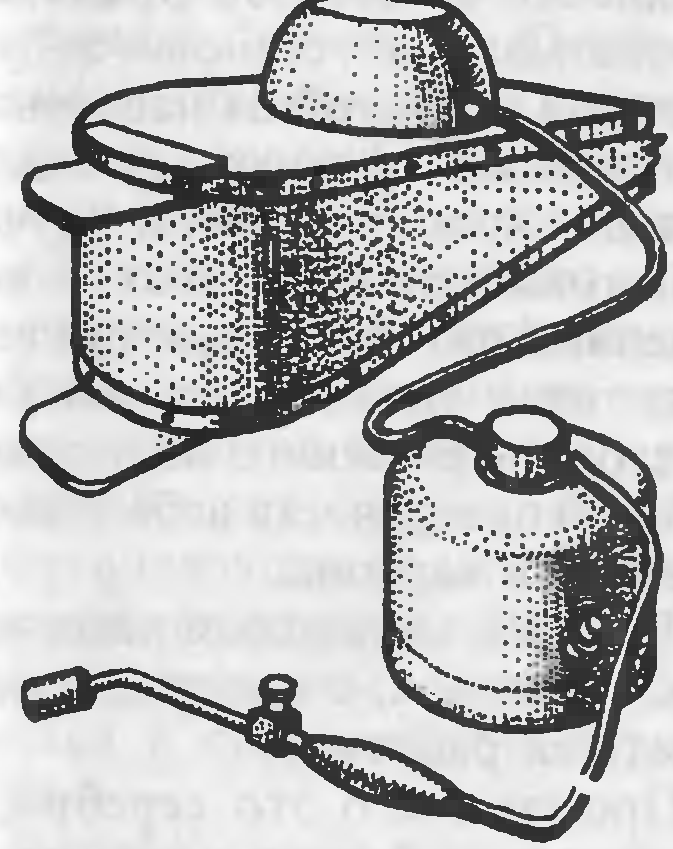
Рисунок 2.2 – бензиновая горелка
![]()
Рисунок 2.3 – скрученная проволока
Отбелить. Выполняется сразу после отжига.
Материал: проволока
Реактив:
 (раствор 5%-10%)
(раствор 5%-10%)
Инструмент: пинцет
Оснастка: ёмкость для отбела объёмом 0,5 л
Примечание: После отбела следует промыть пруток под холодной проточной водой и просушить.
Осуществить вальцевание. Прокат будет осуществляться для латунной проволоки, из которой в дальнейшем будет сделан контур будущего изделия. Сечение должно быть прямоугольным, поэтому прокат нужно производить на плоских вальцах. (рис.2.4)
d проволоки (исходный) = 1 мм
d проволоки (полученный) = 0,70 мм
Материал: латунная проволока
Оборудование: вальцы ручные (рис.2.5)
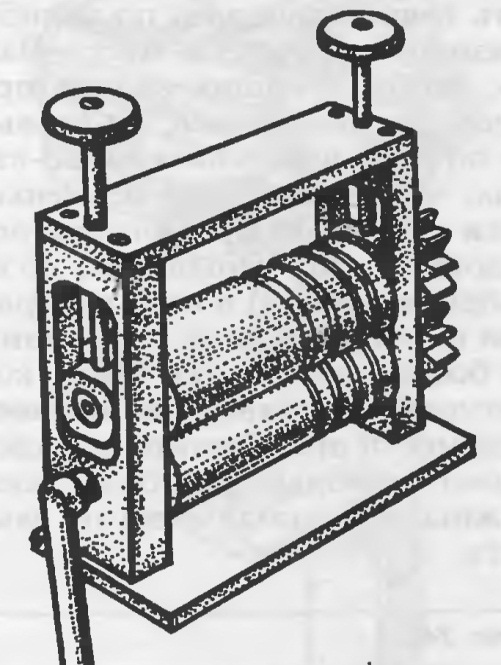
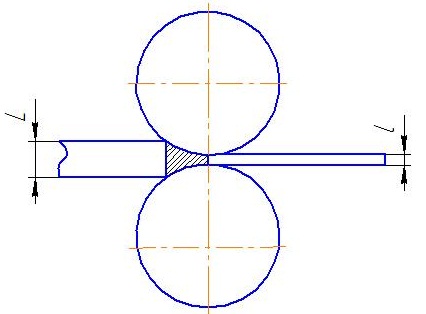
Рисунок 2.4 – прокат проволоки через вальцы рисунок 2.5 – вальцы ручные
Заготовка сканной проволоки
Протянуть проволоку.
Схема процесса волочения показана на рисунке 2.5
Исходный d = 0,60 мм
Полученный d = 0,40 мм
Материал: медная проволока d = 0,60 мм
Оборудование: фильеры
Инструменты: плоскогубцы, абразивная машина или напильник
Оснастка: кусок воска
Эта операция нужна для медной проволоки, предназначенной для наполнения. Для данной операции необходимо подготовить проволоку: отжечь, отбелить и придать краю прутка коническую форму напильником, либо специальной машиной. Так же нужно смазать отверстия фильер воском с тыльной стороны. Далее закрепив волочильную доску в тиски можно начинать процесс. Протягивать проволоку нужно плоскогубцами без резких движений. Для снятия напряжений необходимо осуществлять промежуточный отжиг с последующим отбелом и промывкой под водой.
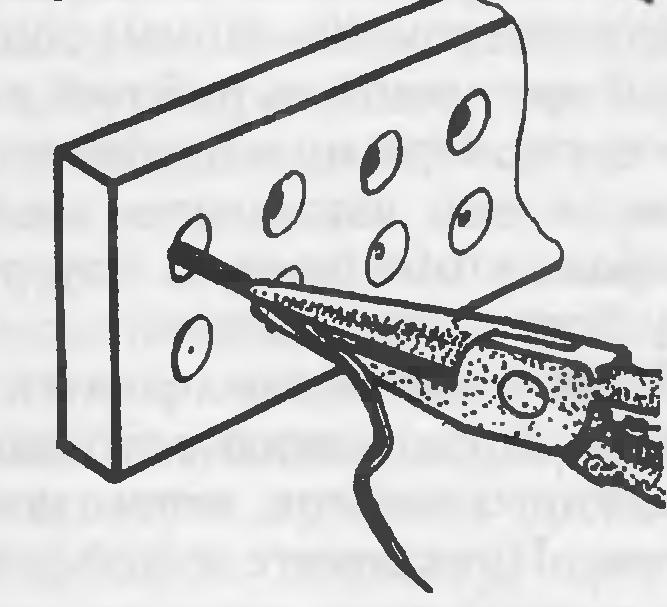
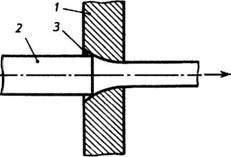
Рисунок 2.5 – процесс волочения заготовки
(1- волочильная доска, 2- заготовка, 3 – входное отверстие)
Расчет
количества переходов
 производиться по формуле:
производиться по формуле:
 ,
,
где
 – диаметр проволоки
– диаметр проволоки
 -
коэффициент укова.
-
коэффициент укова.
=
 = 0,81;
= 0,81;
 =
0,66.
=
0,66.
Отжечь проволоку.
Материал: медная проволока, d сечения = 0,40 мм
Оборудование: бензиновая горелка
Оснастка: огнеупорный материал (асбестовая плита)
Изготовить скань.
Сложить проволоку вдвое и сделать по петельке с каждого края, затем одну петельку зацепить за гвоздь (закреплённый в тиски), а второю за крючок на бормашине. Медленно нажимая педаль бормашины скручивать прутки между собой. Необходим так же промежуточный отжиг. Когда прутки скручены и между ними нет зазора, скань готова. Её осталось прокатать на вальцах и отжечь.
Материал: медная проволока d = 0,40 мм
Оборудование: бормашина
Оснастка: гвоздь, тиски
Расплющить сканную проволоку на вальцах.
Материалы: Проволока медная d = 0,40 мм
Оборудование: Вальцы ручные