

47. Устройство и назначение поворотной колонны
Сварка автоматами и полуавтоматами может выполняться без применения специальных вспомогательных устройств. В других случаях необходимо специальное оборудование для подвески аппарата над подвижным свариваемым изделием (например, при сварке кольцевых швов) или для перемещения аппаратов вдоль шва и от шва к шву. Вспомогательное оборудование такого типа применяется часто и при сварке тракторами или полуавтоматами. Установка и перемещение сварочных автоматов и полуавтоматов осуществляется с помощью сварочных колонн и тележек.
Сварочные колонны и тележки для осуществления движения со сварочной скоростью оснащаются двигателем постоянного тока, обеспечивающим бесступенчатое регулирование скорости сварки, или двигателем переменного тока с регулированием скорости сварки за счет сменных зубчатых передач. Эти приводы аналогичны приводам манипуляторов и имеют механизмы, преобразующие вращательное движение в прямолинейное. В цепи подъема, Поворота, наклона и выдвижения консоли могут применяться гидравлические пневматические и ручные приводы.
Сварочные колонны и тележки, как правило, имеют кресло или балкон для сварщика, а также вентиляционную систему для отсоса вредных газов и аэрозолей из зоны сварки.
Колонны для сварочных автоматов выполняются поворотными и неповоротными с подъемной или стационарной консолью. В зависимости от назначения (для самоходного или несамоходного автомата) колонна может иметь выдвижную или не выдвижную консоль. Выдвижная консоль может иметь привод со сварочной скоростью. Колонны для самоходных сварочных автоматов имеют на консоли направляющие. Для сварочных автоматов рекомендуются колонны с основными параметрами. Колонны для сварочных полуавтоматов несут на себе подающий механизм и бухту со сварочной проволокой. Они могут выполняться с поворотными и наклонными консолями. Поворотная консоль колонны состоит из двух шарнирно связанных частей, что позволяет обеспечивать сварку практически в любой точке площади, описанной радиусом, равным рабочей длине консоли. Кроме того, колонна имеет механизм вертикального перемещения консоли. Колонна сварочная поворотная показана на рис. 1.
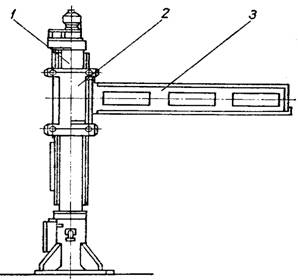 Рис.
1. Колонна сварочная поворотная:
1
- колонна; 2- каретка; 3 – штанга
Рис.
1. Колонна сварочная поворотная:
1
- колонна; 2- каретка; 3 – штанга
48. Газовая сварка латуни
Газовая сварка – это сварка плавлением металла, который разогревают пламенем горелки. При нагреве кромки свариваемых заготовок расплавляются вместе с присадочным материалом, который дополнительно вводится в пламя горелки. После кристаллизации жидкого металла образуется сварочный шов.
Латунь, как уже упоминалось, это сплав меди с цинком (цинка может быть до 55%). Если речь идет о специальных латунях, то это означает, что в сплав включаются дополнительно различные легирующие добавки (свинец, никель, олово). Как и медь, латунь является трудносвариваемым сплавом. Основные трудности процесса — это выгорание цинка и поглощение газов расплавленным металлом. Последствия — образование пор и снижение механической прочности соединения. К тому же, сплав с содержанием цинка более 20% очень часто растрескивается после деформации в холодном состоянии.
Сварочная ванна, получающаяся при газопламенной обработке, активно впитывает в себя газы, что способствует образованию пор и трещин. Кроме того, цинк, имеющийся в составе латуни, под действием высоких температур кипит и испаряется, что сказывается на свойствах сварочного шва.
Для того чтобы уменьшить это отрицательное явление, при сварке создают избыток кислорода, который способствует созданию окислов. Оксиды покрывают сварочную ванну пленкой, которая снижает испарения цинка. С этой же целью вводят в виде присадки кремний, который активно окисляется под действием кислорода, создавая над сварочной ванной тугоплавкую пленку. Диаметр присадочного материала подбирают в зависимости от толщины свариваемой латуни. Марку присадочного материала подбирают, исходя из марки свариваемой латуни. Не следует забывать, что пары цинка, содержащиеся в латуни, ядовиты и это требует принятия мер для защиты органов дыхания. Лучше всего применять респиратор или постараться обеспечить бездымный технологический процесс.
Ацетилено-кислородную сварку ведут окислительным пламенем с применением флюсов.
Сварку латуни следует выполнять односторонним швом. При толщине свариваемой латуни более 6 мм используют многослойную сварку, накладывая каждый последующий шов после тщательной зачистки предыдущего. Сварку латуни можно выполнять пропан-бутановыми смесями и керасино-кислородным пламенем. Кромки металла перед сваркой зачищают до металлического блеска и протравливают 10%-ным раствором азотной кислоты с последующей промывкой и просушкой. Швы после сварки проковывают или проколачивают, придавая им нужные механические свойства.