

2.2.7 Механизированная линия сборки и сварки полотен
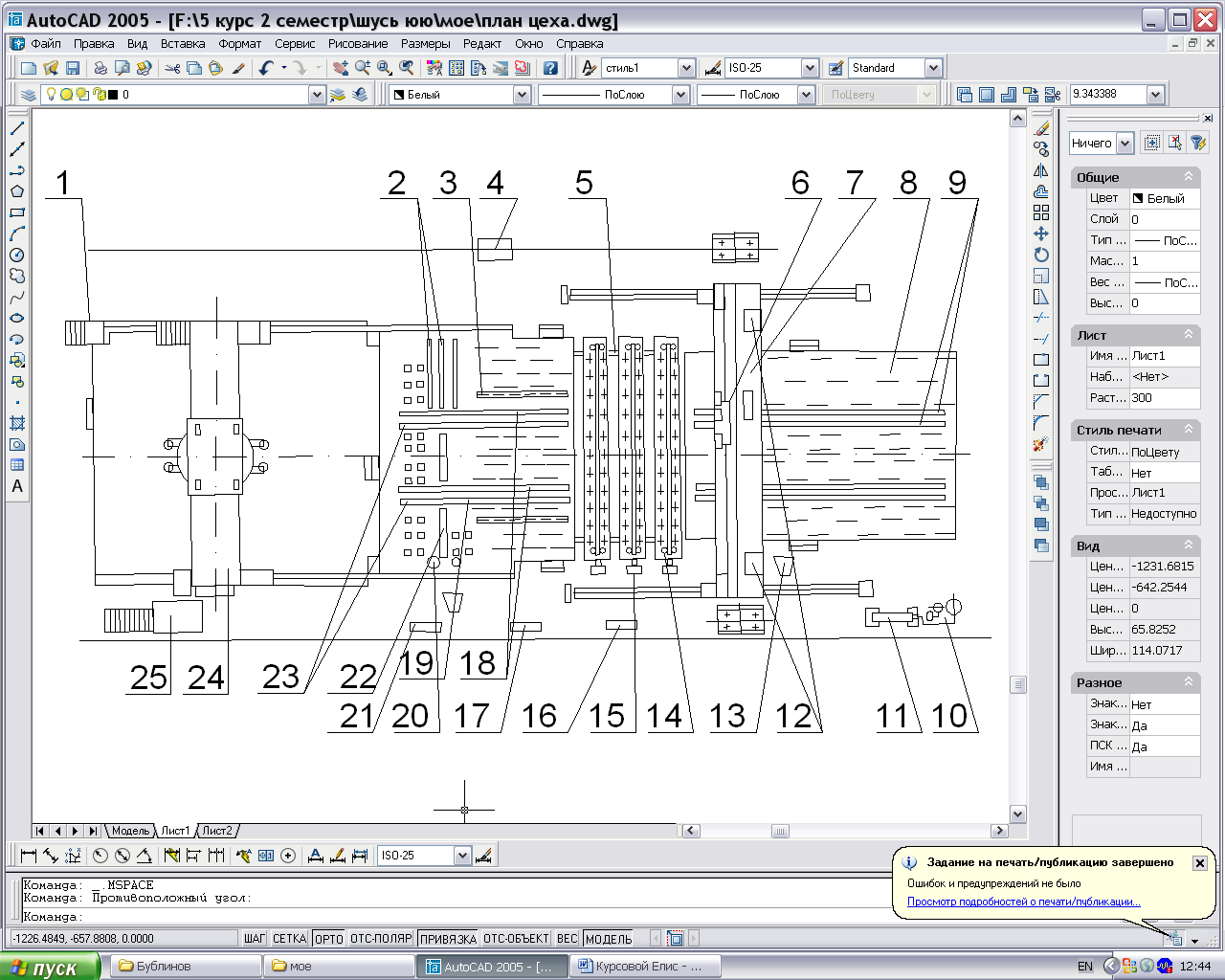
Рис.2.2.7. Схема механизированного участка сборки и сварки полотен:
1-лестница на мост крана, 2-механизм поперечного перемещения листов, 3-балка упоров, 4-выпрямительтока для питания электромагнитов, 5-рельсовый путь формирующих устройств, 6-сварочный автомат, 7-сварочный агрегат, 8-опорные ролики продольного перемещения плотен, 9-механизм продольного перемещения транспортера, 10-насосная станция, 11-шкаф гидроаппаратуры, 12-сварочный выпрямитель, 13,19-пульты управления механизмами перемещения, 14-гидроапривод перемещения формирующих устройств, 15-пульт управления механизмами перемещения, 16,17,21-щкаф с электроаппаратурой, 18,23-механизмы продольного перемещения листов и полотен, 20-упорные ролики, 22-силовая балка, 24-кран-листоукладчик, 25-посадочная площадка в кабину крана.
3.Расчет трудоемкости работ цеха, количества рабочих мест, оборудования и работающих.
Таблица 8
№ п/п |
Наименование типовой конструктивно-технологической группы изделий |
Годовая программа выпуска изделий, V изд. |
Годовая производительность поточной линии, V пот.л. (при работе в одну смену в сутки) |
Коэффициент загрузки поточной линии |
Принятое количество поточных линий, (шт) |
||
Количество, (шт) |
Масса (т) |
Количество, (шт) |
Масса (т) |
||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
1 |
Днищевая |
21 |
3239 |
125 |
- |
0.16 |
0 |
2 |
Бортовая |
42 |
2720 |
125 |
- |
0.33 |
0 |
3 |
Палубная |
21(42) |
2591 |
750 |
- |
0,12 |
0 |
4 |
Переборки |
24(48) |
259 |
- |
|||
5 |
Носовая объёмная |
3 |
1036 |
- |
- |
- |
- |
6 |
Кормовая объёмная |
3 |
1813 |
- |
- |
- |
- |
7 |
Надстройки объёмная |
6 |
1295 |
2500 |
|
0,0024 |
0 |
8 |
Фундамент |
- |
1813 |
- |
670 |
2,7 |
1(3 смены) |
9 |
Полотнища |
21+42+48 |
7515 |
750 |
|
0,14 |
0 |
10 |
Тавровый набор |
- |
1554 |
- |
2344 |
0,66 |
1 |
11 |
Узлы набора |
- |
2073 |
- |
800 |
2,5 |
1(3 смены) |
Определение трудоемкости работ.
Трудоёмкость работ при использовании поточных линий будет определяться по формуле (3):
Тгод пот.л.=Nпот.л*Ксм*ЧРпот.л.*Фраб.пот.л. (3),
где Nпот.л - количество линий,
Ксм - режим работы поточной линии (коэффициент сменности),
ЧРпот.л. - количество рабочих на поточной линии,
Фраб.пот.л. - действительный годовой фонд времени одного рабочего на поточной линии (взять среднее значение от Фсб и Фсв).
Трудоёмкость работ при отсутствии поточных линий будет определяться следующим образом: вначале определяется трудоёмкость работ сборочно-сварочного цеха (4), затем она перераспределяется между работами по изготовлению секций (5) и узлов (6), далее трудоёмкость распределяется между конструктивно-технологическими группами изделий (табл.3,табл.4) и в конце непосредственно по операциям внутри каждой конструктивно-технологической группы изделий [].
Трудоёмкость сборочно-сварочного цеха:
 =479951
(4)
=479951
(4)
Где
 -
общая трудоёмкость судна представителя,
чел.-ч
-
общая трудоёмкость судна представителя,
чел.-ч
 -
годовая программа судна-представителя,
ед.
-
годовая программа судна-представителя,
ед.
Общая трудоёмкость изготовления секций за год (чел-ч).
 =335966
(5)
=335966
(5)
Общая трудоёмкость изготовления узлов за год (чел-ч).
 143985
(6)
143985
(6)
Таблица 9 Трудоёмкость изготовления секций
Наименование секций |
% от Bц |
Масса конструкций (т) |
Коэффициент сложности работ |
Условная масса секций (т) |
Годовая трудоёмкость по секциям (чел-ч) |
1 |
2 |
3 |
4 |
5 |
6 |
Днищевая |
25 |
3239 |
6,5 |
21053,5 |
122110,3 |
Бортовая |
21 |
2720 |
6 |
16320 |
94656 |
Палубная |
20 |
2591 |
5 |
12955 |
75139 |
Переборки |
2 |
259 |
5 |
1295 |
7511 |
Носовая объёмная |
8 |
1036 |
7 |
7252 |
42061,6 |
Кормовая объемная |
14 |
1813 |
7 |
12691 |
73607,8 |
Надстройка объемная |
10 |
1295 |
3 |
3885 |
22533 |
Итого |
100 |
12953 |
|
75451,5 |
437619 |
М усл i - условная масса секций i–го вида находится умножением массы секций i–го вида на соответствующий ей коэффициент сложности работ.
Далее значения М усл i по всем секциям складываются и находится суммарная условная масса секций.
После этого определяется удельное значение трудоёмкости на изготовление 1 т условной массы секций, чел-ч/т по формуле (7)
 (7)
(7)
где
 -
удельная трудоёмкость на 1т условной
массы секции
-
удельная трудоёмкость на 1т условной
массы секции
(чел-ч/т);
 -
суммарная условная масса секции (т)
-
суммарная условная масса секции (т)
Для перераспределения трудоёмкости между секциями удельная трудоёмкость на 1т условной массы секции умножается на условную массу секций i–го вида М усл i.
Таблица 10 Трудоёмкость изготовления узлов
Наименование узлов |
% от Bц |
Масса конструкций (т) |
Коэффициент сложности работ |
Условная масса секций (т) |
Годовая трудоёмкость по узлам (чел-ч) |
1 |
2 |
3 |
4 |
5 |
6 |
Фундамент |
14 |
1813 |
8 |
14504 |
71340,77 |
Полотнища |
58 |
7515 |
1 |
7515 |
36964 |
Тавровый набор |
12 |
1554 |
2 |
3108 |
15287,31 |
Узлы набора |
16 |
2073 |
2 |
4146 |
20392,92 |
Сумма |
100 |
|
|
29273 |
143985 |
По такому же алгоритму находится трудоёмкость по узлам.
 (8)
(8)
где
 -
трудоёмкость на изготовление 1 т условной
массы узлов, чел-ч/т
-
трудоёмкость на изготовление 1 т условной
массы узлов, чел-ч/т
- суммарная условная масса узлов (т)
В результате уточнённая общая трудоёмкость работ сборочно-сварочного цеха будет равна:
Тобщ. ссц1 = Тгод пот.л.k+Тсекцi+Тузлj (9),
где, Тобщ. ссц1 - уточнённая общая трудоёмкость работ сборочно-сварочного цеха будет равна
Тсекцi - трудоёмкость изготовления групп секций без применения поточных линий, чел-ч.
Тузлj - трудоёмкость изготовления групп узлов без применения поточных линий, чел-ч.
Тгод пот.л.k - трудоёмкость изготовления групп изделий, связанная с работой на поточных линиях, чел-ч
Выбор и расчёт количества рабочих мест и оборудования
Выполняется в случае, если группа изделий изготавливается без применения поточных линий. При этом первоначально, для каждой операции по формулам (10) и (11) рассчитывается необходимое количество рабочих мест и коэффициент их загрузки, а затем для повышения коэффициента загрузки рабочих мест выполняется оптимизация их количества с учётом технологической возможности и целесообразности совмещения данных операций на одном рабочем месте. В этом случае расчётное количество рабочих мест получается суммированием количества расчётных мест из предыдущей таблицы по совмещённым операциям. Пример расчёта и оптимизации рабочих мест приведён ниже для днищевых секций в табл.5, для бортовой секций в табл.6, для палубных секций в табл. 7, для переборок в табл. 8, для надстроек в табл. 9, для полотнища в табл.10.
 (10)
(10)
Где Фрм – фонд рабочего времени рабочего места.
ЧР – число рабочих в бригаде (одновременно выполняющих операции).
 -
трудоёмкость на годовую программу по
операциям (чел-ч).
-
трудоёмкость на годовую программу по
операциям (чел-ч).
 -
коэффициент перевыполнения норм (
=
1,05)
-
коэффициент перевыполнения норм (
=
1,05)
Расчётное
число рабочих мест округляется в большую
сторону до ближайшего целого числа,
поэтому

 (11);
(11);
Таблица 11-Днищевые секции |
||||||||||||||||||||||||||||
Наименование операции. |
Трудоемкость на годовую программу (чел. ч) |
Количество рабочих в бригаде (чел) |
Расчетное число рабочих мест (шт) |
Принятое число рабочих мест (шт) nпр. |
Коэффициент. загрузки. k/з.
|
% от общей трудоемкости по изготовлению днищевой секции |
||||||||||||||||||||||
1 |
Наладка оснастки |
1184,47 |
2 |
0,50 |
1 |
0,50 |
0,97 |
|||||||||||||||||||||
2 |
Сборка НО |
8535,51 |
6 |
0,16 |
1 |
0,16 |
6,99 |
|||||||||||||||||||||
3 |
Сварка НО |
6105,515 |
4 |
0,25 |
1 |
0,25 |
5 |
|||||||||||||||||||||
4 |
Разметка мест установки набора |
3663,309 |
2 |
0,50 |
1 |
0,50 |
3 |
|||||||||||||||||||||
5 |
Зачистка |
3663,309 |
4 |
0,25 |
1 |
0,25 |
3 |
|||||||||||||||||||||
6 |
Установка набора глав. направления |
7326,618 |
8 |
0,125 |
1 |
0,125 |
6 |
|||||||||||||||||||||
7 |
Приварка набора глав. направления |
6105,515 |
6 |
0,16 |
1 |
0,16 |
5 |
|||||||||||||||||||||
8 |
Установка перекрест.набора |
13444,34 |
8 |
0,12 |
1 |
0,12 |
11,01 |
|||||||||||||||||||||
9 |
Приварка перекрест.набора |
12211,03 |
8 |
0,12 |
1 |
0,12 |
10 |
|||||||||||||||||||||
10 |
Разметка мест установки дет.насыщения |
2429,995 |
2 |
0,50 |
1 |
0,50 |
1,99 |
|||||||||||||||||||||
11 |
Установка деталей насыщения |
6154,359 |
4 |
0,25 |
|
0,25 |
5,04 |
|||||||||||||||||||||
12 |
Приварка деталей насыщения |
9768,824 |
5 |
0,20 |
1 |
0,20 |
8 |
|||||||||||||||||||||
13 |
Установка настила 2-го дна |
11014,35 |
6 |
0,16 |
1 |
0,16 |
9,02 |
|||||||||||||||||||||
14 |
Сварка настила 2-го дна с набором |
13432,13 |
6 |
0,16 |
1 |
0,16 |
11 |
|||||||||||||||||||||
15 |
Кантовка |
1184,47 |
2 |
0,50 |
1 |
0,50 |
0,97 |
|||||||||||||||||||||
16 |
Сварка с обратной стороны шва |
2368,94 |
2 |
0,50 |
1 |
0,50 |
1,94 |
|||||||||||||||||||||
17 |
Правка |
2429,995 |
3 |
0,33 |
1 |
0,33 |
1,99 |
|||||||||||||||||||||
18 |
Проверка, контуровка и маркировка |
7289,985 |
4 |
0,25 |
1 |
0,25 |
5,97 |
|||||||||||||||||||||
19 |
Испытания и сдача ОТК |
3663,309 |
2 |
0,50 |
1 |
0,50 |
3 |
|||||||||||||||||||||
Σ |
122110,3 |
|
|
19 |
|
100 |
||||||||||||||||||||||
Таблица 12 Оптимизация числа рабочих мест.
|
|
|||||||||||||||||||||||||||
Расчёт и оптимизация количества оборудования могут выполняться единовременно по каждой группе изделий. Для этого определяют тип сварочного оборудования и предпочтительную марку для автоматической сварки и механизированной, суммируют годовую трудоёмкость сварочных операций, выполняемых с помощью одинакового сварочного оборудования, а затем по формулам (12), (13) находят его необходимое количество и коэффициент загрузки. Пример в табл. 6
 ,
(12);
,
(12);
 (13);
(13);
где
 - трудоёмкость на годовую программу по
операциям, чел-ч
- трудоёмкость на годовую программу по
операциям, чел-ч
 -
фонд времени работы оборудования, ч
3935(2 сменный)
-
фонд времени работы оборудования, ч
3935(2 сменный)
Таблица 13 Расчет количества сварочного оборудования без учета поточных линий
Наименование операции. |
Трудоемкость на годовую программу (чел. -ч) |
Тип оборудования |
Расчетное число свар. оборуд (шт) |
Принятое число свар. оборуд (шт) |
Коэф-нт загрузки |
|
1 |
3,7 |
12211 |
автомат |
3.1 |
4 |
0,77 |
2 |
9,12,14,16 |
37780 |
п/автомат |
9,6 |
10 |
0,96 |
Таблица 14 бортовые секции
Наименование операции. |
Трудоемкость на годовую программу (чел. ч) |
Количество рабочих в бригаде (чел) |
Расчетное число рабочих мест (шт) |
Принятое число рабочих мест (шт) nпр. |
Коэффициент.загрузки. k/з.
|
% от общей трудоемкости |
|
1 |
Наладка оснастки |
2830,214 |
2 |
0,50 |
1 |
0,50 |
2,99 |
2 |
Сборка нар.обш. |
9465,6 |
6 |
0,17 |
1 |
0,17 |
10,00 |
3 |
Сварка нар.обш. |
8490,643 |
6 |
0,17 |
1 |
0,17 |
8,97 |
4 |
Разметка мест установки набора |
3237,235 |
2 |
0,50 |
1 |
0,50 |
3,42 |
5 |
Зачистка |
5177,683 |
4 |
0,25 |
1 |
0,25 |
5,47 |
6 |
Установка набора глав.направления |
11330,32 |
8 |
0,13 |
1 |
0,13 |
11,97 |
7 |
Приварка набора глав.направления |
10440,56 |
8 |
0,13 |
1 |
0,13 |
11,03 |
8 |
Установка перекрест.набора |
5660,429 |
4 |
0,25 |
1 |
0,25 |
5,98 |
9 |
Приварка перекрест.набора |
5338,598 |
4 |
0,25 |
1 |
0,25 |
5,64 |
10 |
Разметка мест уст-кидет.насыщения |
1457,702 |
2 |
0,50 |
1 |
0,50 |
1,54 |
11 |
Установка дет.насыщения |
4534,022 |
4 |
0,25 |
1 |
0,25 |
4,79 |
12 |
Приварка дет.насыщения |
4041,811 |
2 |
0,50 |
1 |
0,50 |
4,27 |
13 |
Кантовка |
1864,723 |
2 |
0,50 |
1 |
0,50 |
1,97 |
14 |
Сварка с обратной стороны шва |
8490,643 |
6 |
0,17 |
1 |
0,17 |
8,97 |
15 |
Правка |
3805,171 |
2 |
0,50 |
1 |
0,50 |
4,02 |
16 |
Проверка, контуровка и маркировка |
4694,938 |
4 |
0,25 |
1 |
0,25 |
4,96 |
17 |
Испытания и сдача ОТК |
3805,171 |
2 |
0,50 |
1 |
0,50 |
4,02 |
Σ |
108157,3 |
|
|
17 |
|
100 |
|
Таблица 15 Оптимизация числа рабочих мест.
Номер рабочего места |
№ операций выполняемых на рабочем месте месте |
Расчетное число рабочих мест (шт) |
Принятое число рабочих мест (шт) |
Коэфициент загрузки |
1 |
1÷13 |
4,08 |
5 |
0,81 |
2 |
14 ÷ 17 |
1,42 |
2 |
0,71 |
|
|
∑ |
7 |
|
Расчёт и оптимизация количества оборудования могут выполняться единовременно по каждой группе изделий. Для этого определяют тип сварочного оборудования и предпочтительную марку для автоматической сварки и механизированной, суммируют годовую трудоёмкость сварочных операций, выполняемых с помощью одинакового сварочного оборудования, а затем по формулам (12), (13) находят его необходимое количество и коэффициент загрузки.
, (12);
(13);
где - трудоёмкость на годовую программу по операциям, чел-ч
- фонд времени работы оборудования, ч 3935(2 сменный)
Таблица 16 Расчет количества сварочного оборудования без учета поточных линий
Наименование операции. |
Трудоемкость на годовую программу (чел. -ч) |
Тип оборудования |
Расчетное число свар. оборуд (шт) |
Принятое число свар. оборуд (шт) |
Коэф-нт загрузки |
||||||
1 |
3,7 |
18930 |
автомат |
4,6 |
5 |
0,93 |
|||||
2 |
9,12,14 |
17869 |
п/автомат |
4,5 |
5 |
0,90 |
|||||
Таблица 17 Секций палуб |
|||||||
Наименование операции. |
Трудоемкость на годовую программу (чел. ч) |
Количество рабочих в бригаде (чел) |
Расчетное число рабочих мест (шт) |
Принятое число рабочих мест (шт) nпр. |
Коэффициент.загрузки. k/з.
|
% от общей трудоемкости |
|
1 |
Сборка нар.обш. |
2224,114 |
2 |
0,50 |
1 |
0,50 |
2,96 |
2 |
Сварка нар.обш. |
1916,045 |
2 |
0,50 |
1 |
0,50 |
2,55 |
3 |
Разметка мест установки набора |
2840,254 |
2 |
0,50 |
1 |
0,50 |
3,78 |
4 |
Газовая резка |
2224,114 |
2 |
0,50 |
1 |
0,50 |
2,96 |
5 |
Зачистка |
2990,532 |
4 |
0,25 |
1 |
0,25 |
3,98 |
6 |
Установка набора глав.направления |
11729,2 |
6 |
0,17 |
1 |
0,17 |
15,61 |
7 |
Приварка набора глав.направления |
9738,014 |
6 |
0,17 |
1 |
0,17 |
12,96 |
8 |
Установка перекрест.набора |
11120,57 |
6 |
0,17 |
1 |
0,17 |
14,80 |
9 |
Приварка перекрест.набора |
9354,806 |
6 |
0,17 |
1 |
0,17 |
12,45 |
10 |
Разметка мест уст-кидет.насыщения |
1224,766 |
2 |
0,50 |
1 |
0,50 |
1,63 |
11 |
Установка дет.насыщения |
3524,019 |
2 |
0,50 |
1 |
0,50 |
4,69 |
12 |
Приварка дет..насыщения |
3140,81 |
2 |
0,50 |
1 |
0,50 |
4,18 |
13 |
Кантовка |
1457,697 |
2 |
0,50 |
1 |
0,50 |
1,94 |
14 |
Сварка с обратной стороны шва |
1457,697 |
2 |
0,50 |
1 |
0,50 |
1,94 |
15 |
Правка |
2682,462 |
2 |
0,50 |
1 |
0,50 |
3,57 |
16 |
Проверка, контуровка и маркировка |
3756,95 |
2 |
0,50 |
1 |
0,50 |
5 |
17 |
Испытания и сдача ОТК |
3756,95 |
2 |
0,50 |
1 |
0,50 |
5 |
Σ |
75139 |
52 |
|
17 |
|
100 |
|
Таблица 18 Оптимизация числа рабочих мест.
Номер рабочего места |
№ операций выполняемых на рабочем месте месте |
Расчетное число рабочих мест (шт) |
Принятое число рабочих мест (шт) |
Коэфициент загрузки |
1 |
1÷17 |
6,92 |
7 |
0,98 |
Расчёт и оптимизация количества оборудования могут выполняться единовременно по каждой группе изделий. Для этого определяют тип сварочного оборудования и предпочтительную марку для автоматической сварки и механизированной, суммируют годовую трудоёмкость сварочных операций, выполняемых с помощью одинакового сварочного оборудования, а затем по формулам (12), (13) находят его необходимое количество и коэффициент загрузки.
, (12);
(13);
где - трудоёмкость на годовую программу по операциям, чел-ч
- фонд времени работы оборудования, ч 3935(2 сменный)
Таблица 6
Таблица 19 Расчет количества сварочного оборудования без учета поточных линий
Наименование операции. |
Трудоемкость на годовую программу (чел. -ч) |
Тип оборудования |
Расчетное число свар. оборуд (шт) |
Принятое число свар. оборуд (шт) |
Коэф-нт загрузки |
||||||
1 |
2,8 |
13036 |
автомат |
3,3 |
4 |
0,82 |
|||||
2 |
10,13,15 |
5363 |
п/автомат |
1,3 |
2 |
0,65 |
|||||
Таблица 20 Секции переборок. |
|
|||||||
Наименование операции. |
Трудоемкость на годовую программу (чел. ч) |
Количество рабочих в бригаде (чел) |
Расчетное число рабочих мест (шт) |
Принятое число рабочих мест (шт) nпр. |
Коэффициент.загрузки. k/з.
|
% от трудоемкости из учебника |
||
1 |
Сборка нар.обш. |
222,33 |
2 |
0,50 |
1 |
0,50 |
2,96 |
|
2 |
Сварка нар.обш. |
194,53 |
2 |
0,50 |
1 |
0,50 |
2,59 |
|
3 |
Разметка мест установки набора |
296,68 |
2 |
0,50 |
1 |
0,50 |
3,95 |
|
4 |
Газовая резка |
194,53 |
2 |
0,50 |
1 |
0,50 |
2,59 |
|
5 |
Зачистка |
296,68 |
2 |
0,50 |
1 |
0,50 |
3,95 |
|
6 |
Установка набора глав.направления |
1391,04 |
4 |
0,25 |
1 |
0,25 |
18,52 |
|
7 |
Приварка набора глав.направления |
1205,52 |
4 |
0,25 |
1 |
0,25 |
16,05 |
|
8 |
Установка перекрест.набора |
983,19 |
4 |
0,25 |
1 |
0,25 |
13,09 |
|
9 |
Приварка перекрест.набора |
787,90 |
2 |
0,50 |
1 |
0,50 |
10,49 |
|
10 |
Разметка мест уст-кидет.насыщения |
102,15 |
2 |
0,50 |
1 |
0,50 |
1,36 |
|
11 |
Установка дет.насыщения |
371,04 |
2 |
0,50 |
1 |
0,50 |
4,94 |
|
12 |
Приварка дет.насыщения |
305,70 |
2 |
0,50 |
1 |
0,50 |
4,07 |
|
13 |
Кантовка |
148,72 |
2 |
0,50 |
1 |
0,50 |
1,98 |
|
14 |
Сварка с обратной стороны шва |
148,72 |
2 |
0,50 |
1 |
0,50 |
1,98 |
|
15 |
Правка |
268,89 |
2 |
0,50 |
1 |
0,50 |
3,58 |
|
16 |
Проверка, контуровка и маркировка |
296,68 |
2 |
0,50 |
1 |
0,50 |
3,95 |
|
17 |
Испытания и сдача ОТК |
296,68 |
2 |
0,50 |
1 |
0,50 |
3,95 |
|
Σ |
8583,9 |
|
|
17 |
|
100 |
||
Таблица 21 Оптимизация числа рабочих мест.
Номер рабочего места |
№ операций выполняемых на рабочем месте месте |
Расчетное число рабочих мест (шт) |
Принятое число рабочих мест (шт) |
Коэфициент загрузки |
1 |
1÷18 |
7,7 |
8 |
0,96 |
Расчёт и оптимизация количества оборудования могут выполняться единовременно по каждой группе изделий. Для этого определяют тип сварочного оборудования и предпочтительную марку для автоматической сварки и механизированной, суммируют годовую трудоёмкость сварочных операций, выполняемых с помощью одинакового сварочного оборудования, а затем по формулам (12), (13) находят его необходимое количество и коэффициент загрузки.
, (12);
(13);
где - трудоёмкость на годовую программу по операциям, чел-ч
- фонд времени работы оборудования, ч 3935(2 сменный)
Таблица 22 Расчет количества сварочного оборудования без учета поточных линий
Наименование операции. |
Трудоемкость на годовую программу (чел. -ч) |
Тип оборудования |
Расчетное число свар. оборуд (шт) |
Принятое число свар. оборуд (шт) |
Коэф-нт загрузки |
||||||
1 |
2,7 |
1399 |
автомат |
0,35 |
1 |
0,35 |
|||||
2 |
10,13,15 |
518 |
п/автомат |
0,13 |
1 |
0,13 |
|||||
. Таблица 23 Объемные секции надстроек |
|||||||
Наименование операции. |
Трудоемкость на годовую программу (чел. ч) |
Количество рабочих в бригаде (чел) |
Расчетное число рабочих мест (шт) |
Принятое число рабочих мест (шт) nпр. |
Коэффициент.загрузки. k/з.
|
% от общей трудоемкости |
|
1 |
Сборка секций или узла |
8551,27 |
10 |
0,236 |
1 |
0,236 |
37,95 |
2 |
Сварка секций или узла |
8328,20 |
10 |
0,230 |
1 |
0,230 |
36,96 |
3 |
Разметка мест установки набора |
905,83 |
4 |
0,062 |
1 |
0,062 |
4,02 |
4 |
Газовая резка |
685,00 |
3 |
0,063 |
1 |
0,063 |
3,04 |
5 |
Зачистка |
905,83 |
4 |
0,062 |
1 |
0,062 |
4,02 |
6 |
Правка |
1126,65 |
2 |
0,156 |
1 |
0,156 |
5,00 |
7 |
Проверка, контуровка и маркировка |
1126,65 |
5 |
0,062 |
1 |
0,062 |
5,00 |
8 |
Испытания и сдача ОТК |
905,83 |
2 |
0,125 |
1 |
0,125 |
4,02 |
Σ |
25751,7 |
40 |
|
8 |
|
100 |
|
Таблица 24 Оптимизация числа рабочих мест.
Номер рабочего места |
№ операций выполняемых на рабочем месте месте |
Расчетное число рабочих мест (шт) |
Принятое число рабочих мест (шт) |
Коэфициент загрузки |
1 |
1÷6 |
0,81 |
1 |
0,81 |
2 |
7 ÷ 8 |
0,19 |
1 |
0,19 |
|
|
∑ |
7 |
|
Расчёт и оптимизация количества оборудования могут выполняться единовременно по каждой группе изделий. Для этого определяют тип сварочного оборудования и предпочтительную марку для автоматической сварки и механизированной, суммируют годовую трудоёмкость сварочных операций, выполняемых с помощью одинакового сварочного оборудования, а затем по формулам (12), (13) находят его необходимое количество и коэффициент загрузки.
, (12);
(13);
где - трудоёмкость на годовую программу по операциям, чел-ч
- фонд времени работы оборудования, ч 3935(2 сменный)
Таблица 25 Расчет количества сварочного оборудования без учета поточных линий
Наименование операции. |
Трудоемкость на годовую программу (чел. -ч) |
Тип оборудования |
Расчетное число свар. оборуд (шт) |
Принятое число свар. оборуд (шт) |
Коэф-нт загрузки |
|
1 |
2 |
8328,20 |
автомат |
2,11 |
3 |
0,7 |
Таблица 26 Полотнища
Наименование операции. |
Трудоемкость на годовую программу (чел. ч) |
Количество рабочих в бригаде (чел) |
Расчетное число рабочих мест (шт) |
Принятое число рабочих мест (шт) nпр. |
Коэффициент.загрузки. k/з.
|
% от трудоемкости из учебника |
|||||||
1 |
Сборка наружной обшивки или полотнища |
10724,73 |
6 |
0,17 |
1 |
0,17 |
29,014 |
||||||
2 |
Сварка секции или узла |
11089,20 |
6 |
0,17 |
1 |
0,17 |
30 |
||||||
3 |
Сварка обратной стороны шва |
6716,36 |
4 |
0,25 |
1 |
0,25 |
18,17 |
||||||
4 |
Зачистка |
3644,28 |
2 |
0,50 |
1 |
0,50 |
9,859 |
||||||
5 |
Кантовка |
1457,49 |
2 |
0,50 |
1 |
0,50 |
3,943 |
||||||
6 |
Проверка, контуровка, маркировка |
3331,93 |
2 |
0,50 |
1 |
0,50 |
9,014 |
||||||
Σ |
36964,00 |
22 |
3,443 |
6 |
3,443 |
100 |
|||||||
Таблица 27 Оптимизация числа рабочих мест.
Номер рабочего места |
№ операций выполняемых на рабочем месте месте |
Расчетное число рабочих мест (шт) |
Принятое число рабочих мест (шт) |
Коэфициент загрузки |
1 |
1÷6 |
2,08 |
3 |
0,69 |
Расчёт и оптимизация количества оборудования могут выполняться единовременно по каждой группе изделий. Для этого определяют тип сварочного оборудования и предпочтительную марку для автоматической сварки и механизированной, суммируют годовую трудоёмкость сварочных операций, выполняемых с помощью одинакового сварочного оборудования, а затем по формулам (12), (13) находят его необходимое количество и коэффициент загрузки.
, (12);
(13);
где - трудоёмкость на годовую программу по операциям, чел-ч
- фонд времени работы оборудования, ч 3935(2 сменный)
Таблица 28 Расчет количества сварочного оборудования без учета поточных линий
Наименование операции. |
Трудоемкость на годовую программу (чел. -ч) |
Тип оборудования |
Расчетное число свар. оборуд (шт) |
Принятое число свар. оборуд (шт) |
Коэф-нт загрузки |
|
1 |
2,3 |
17805 |
автомат |
4,5 |
5 |
0,9 |
Определение состава и численности работающих
Количество работающих на поточных линиях ЧРпот.л. определяется из описания конкретных поточных линий.
Для немеханизированных (сборочных) операций по формуле (14):
 ,
(14) – для определения количества рабочих,
занятых на немеханизированных операциях.
,
(14) – для определения количества рабочих,
занятых на немеханизированных операциях.
где
 трудоёмкость
на годовую программу по операциям;
трудоёмкость
на годовую программу по операциям;
 действительный
годовой фонд времени рабочих сборщиков.
действительный
годовой фонд времени рабочих сборщиков.
Для определения количества рабочих сварщиков можно воспользоваться результатами расчёта сварочного оборудования: на один сварочный автомат и полуавтомат приходится по одному рабочему в одну смену.
Полученные значения суммируются для определения общего количества производственных рабочих, работающих в цехе.
Далее на основе норм технического проектирования определяется число вспомогательных рабочих, ИТР, счётно-конторского персонала, младшего обслуживающего персонала.
Примечание. Расчёты см. по [5].
Расчёт общей площади цеха, размеров и числа пролётов цеха
Площадь цеха включает в себя т.н. общую площадь, занимаемую оборудованием, рабочими местами, проходами, проездами, а также складами, площадками комплектации, различными кладовыми, а также площадь административно-конторских и служебных помещений, размещаемых в пристройке к основному зданию цеха. Проектирование пристройки выполняется в строительной части проекта и не входит в рамки данной курсовой работы. Ширина пристройки составляет 10-15 м, длина не превышает длины пролётов цеха.
В первом приближении площадь цеха находится по формуле (), затем по справочнику подбирается унифицированный пролёт, определяются их количество и длина цеха. Отношение длины к ширине цеха не должно превышать два. Окончательно площадь цеха, его ширина и длина определятся после выполнения планировки цеха.
Площадь склада берётся исходя из нормативного срока хранения деталей, удельной нагрузки на 1 м2, которые зависят от класса верфи.
Нормы для расчёта площадей производственных кладовых приведены также в [5]. Размещение кладовых осуществляют после размещения основного производственного оборудования и рабочих мест на свободных площадях цеха.
Примечание. Расчёты см по [5].
Примечание. Для обслуживания рабочих мест, размещения площадок комплектации при укрупнённом проектировании принимается 25% от площади рабочих мест.
Выбор и расчёт подъемно-транспортных средств
В курсовой работе предусмотрен не расчёт, а выбор по справочным материалам в зависимости от класса верфи грузоподъёмности и количества мостовых кранов в цехе.
Выбор по [5].
Технико-экономические показатели проекта (ТЭП) цеха
ТЭП должны быть представлены в виде таблицы.
Таблица 29 Основные данные и технико-экономические показатели цеха
Показатели |
Немеханизи-рованный вариант |
С использованием поточных линий |
1 |
2 |
3 |
Основные данные |
||
Годовой выпуск продукции, т |
|
|
Общая трудоемкость на годовую программу, чел.-ч |
|
|
Списочный состав, чел.: |
|
|
Списочный состав рабочих, чел.: |
|
|
производственных |
|
|
вспомогательных |
|
|
Коэффициент сменности рабочих |
|
|
Количество оборудования, ед.: |
||
производственного |
|
|
подъемно-транспортного |
|
|
Количество рабочих мест, ед. |
|
|
Общая площадь, м2 |
|
|
Технико-экономические показатели |
||
Трудоемкость на 1т выпускаемой продукции, чел.-ч/т |
|
|
Трудоемкость на одно судно, чел.-ч/судно: |
|
|
Процент вспомогательных. рабочих от производственных, |
|
|
Средний коэффициент загрузки оборудования и рабочих мест |
|
|
Годовой выпуск продукции, т: |
||
с 1 м2 общей площади |
|
|
на одного рабочего |
|
|
на одного работающего |
|
|
Примечание. Столбец 2 не заполнять!
Общие положения по выполнению чертежа планировки цеха.
Планировка цеха – это нанесение плана размещения оборудования, такой чертёж не содержит схем подключения энергосред или размеров, необходимых для архитектурно-строительных работ.