

2.2.5 Механизированная линия сборки и сварки тавровых балок миб-700
Механизированная линия МИБ-700 предназначена для сборки и сварки прямолинейных тавровых балок с предотвращением общих сварочных деформаций. Снабжен специальными устройствами для надежного прижатия пояска к стенке в зоне сварки, автоматического поддержания заданных усилий прижимных роликов и угла изгиба свариваемой балки в процессе ее перемещения. В состав агрегата входят: сборочно-сварочная каретка с двумя сварочными автоматами для сварки в среде двуокиси углерода, поддерживающая каретка и зажимные каретки.
Сборочно-сварочная каретка служит: для установки пояска и стенки в нужное взаимное положение, для прижатия пояска к кромке стенки, для перемещения сварочных автоматов в процессе приварки стенки к пояску с заданной скоростью сварки; поддерживающая каретка — одной из опор при укладке пояска и обеспечивает его предварительную центровку; зажимные каретки служат для восприятия усилий от обжимного ролика сборочно-сварочной каретки, для удержания тавра «на весу» и для подкантовки его.
Параметры:
Высота, м: 4,18
Годовая производительность при двухсменной работе, метров погонных, 80000
Количество операторов, чел: 2
Размеры изготавливаемых балок, м: 12х0,7х0,25
Годовая производительность линии МИБ-700 при изготовлении сварных тавровых балок №24а – 2344 (т)
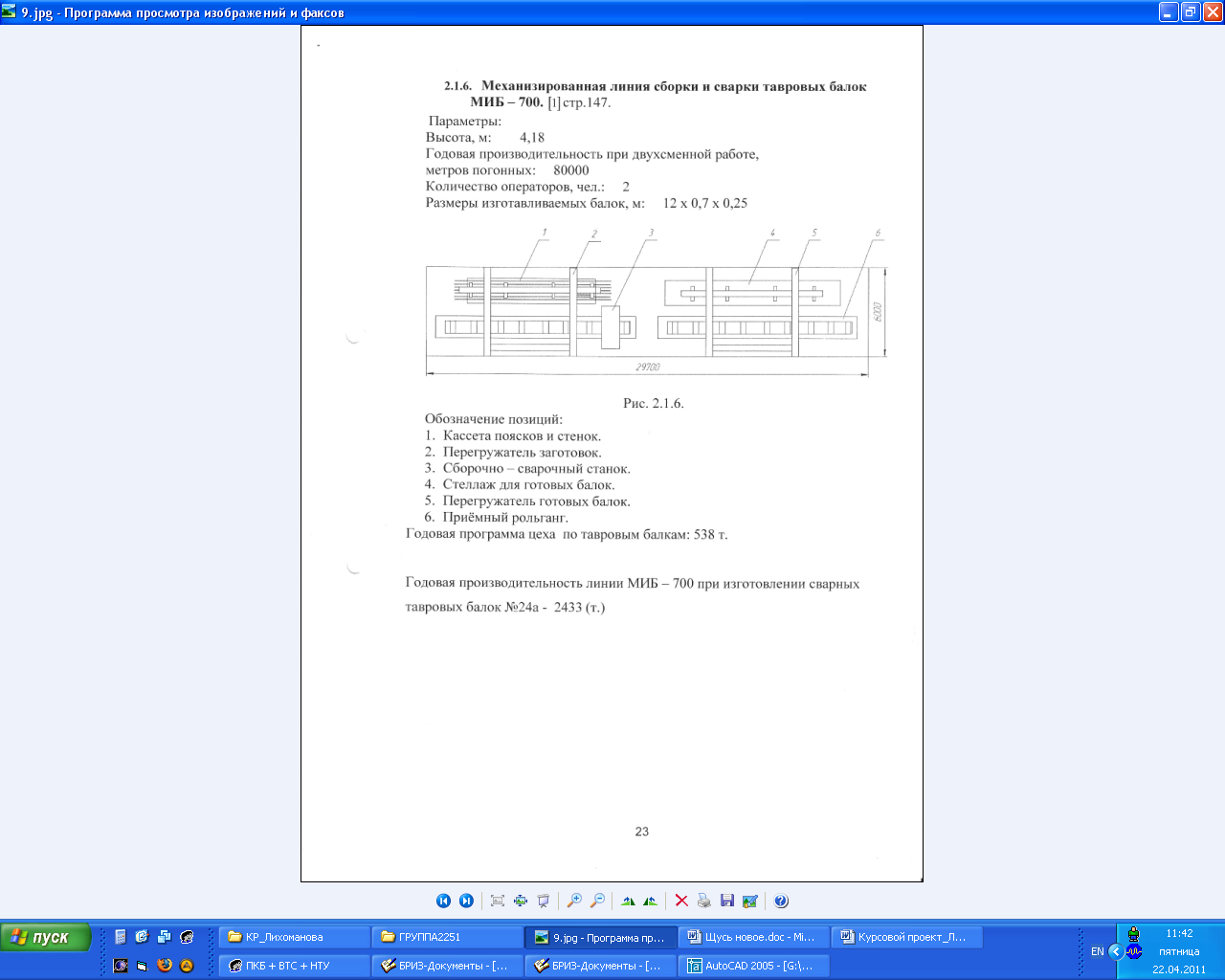
Обозначение позиций:
Кассета поясков и стенок.
Перегружатель заготовок.
Сборочно- сварочный станок.
Стеллаж для готовых балок.
Перегружатель готовых балок.
Подъёмный рольгант.
Рис.2.2.6 \Механизированная линия сборки и сварки тавровых балок МИБ-700
Годовая программа цеха по судовым фундаментам: 2795,16 т
Коэффициент загрузки оборудования при двусменной работе на одной линии Кз=0,596.
2.2.6 Механизированная линия сборки и сварки узлов набора
Номенклатура узлов набора, изготовляемого на механизированном участке, включает мелкие и крупные кницы; бракеты, прямолинейные и криволинейные тавры длиной до 1,5 м, флоры и стрингеры длиной от 1,5 до 10 м с вырезами, подкрепленными поясками и ребрами жесткости.
Особенностью рассматриваемого участка является максимальная универсальность его, позволяющая собирать и сваривать па нем малогабаритные узлы (кницы, бракеты, короткие тавры) и продолговатые узлы набора длиной до 10м (флоры, стрингеры с ребрами жесткости). С этой целью применена универсальная конструкция сборочного стенда, позволяющая собирать узлы набора длиной от 0,3 до 10 м при любой их конфигурации, стола-поддона с поворотной платформой для сварки мелких узлов и стенда для правки и контроля готовых конструкций.
Применение механизированного участка повышает производительность труда на 90 % по сравнению с ручной сборкой и сваркой узлов набора. Уровень механизации работ на участке составляет 65 %.

Рис.2.2.6. Схема механизированного участка сборки и сварки узлов набора:
1-контейнер, 2-поворотный стол-поддон сварщика, 3-светозащитная ширма, 4-винтовой стул, 5-стол сборщика, 6-стол для правки узлов, 7-накопитель узлов вертикального типа, 8-сварочнй стол, 9-универсальный стенд для сборки узлов, 10-стрела сварочная, 11-полукозловой кран.
Применение механизированного участка повышает производительность труда на 90% по сравнению с ручной сборкой и сваркой узлов набора. Кровень механизации работ на участке составляет 65%.
Годовая производительность: 3500 т
Количество операторов, чел: 3
Размеры изготавливаемых балок, м: 12х0,7х0,25
Выпуск тавровых балок в год: 3726,88 т
Коэффициент загрузки Кз=0,532