

28. Организация обслуживающего хозяйства.
Обслуж. хозяйство предприятия обеспечивает протекание как основного пр-ва, так и вспомогат. пр-ва.
Как правило, комплекс обслуж. хозяйства включ. в себя: транспортное и складское хозяйство.
Трансп. хозяйство (гл. задача) – осущ. бесперебойной транспортировки всех грузов в соответствии с пр-венными процессами, содержание трансп. средств в исправном и работоспособном состоянии, снижение издержек на трансп. и погрузо-разгрузочные работы.
По сферам протекания трансп. процессов транспорт делится на:
Внешний – перевозка грузов с предприятия на предприятие, порты, вокзалы и т.д., делится на след. виды: ж/д, автомобильный, водный, трубопроводный;
Межцеховой – между отдельными цехами и складами;
Внутрицеховой – перемещения в пределах одного цеха или склада, делится на: - общецеховой (связь между отдельными участками и складами), - межоперационный (между отдельными раб. местами).
По способу действия трансп. средства подраздел. на:
прерывного (циклического) действия (тепловозы, вагоны, авто, тракторы, краны, лифты);
непрерывного действия (дозопроводы, конвейеры, гравитационные спуски и т.д.).
По направлению перемещения грузов:
горизонтальный (конвейер),
вертикальный (подъемник),
горизонтально-веркальный (автопогрузчик),
наклонный (канатная дорога).
Рациональная организация перевозок строится на основе изучения грузооборота и грузопотоков в масштабе предприятия и его подразделений. Грузооборот – общее кол-во грузов, перемещаемых в единицу времени.
Грузопоток – объем грузов, перемещаемых в ед. времени между 2-мя пунктами. Грузооборот равен сумме отдельных грузопотоков.
Складское хозяйство (гл. задача) – прием, хранение и учет материалов, регулирование уровня их запасов, подготовка готовой продукции к отгрузке.
По функциональному назначению склады делятся на: заводские, - цеховые.
В типовую структуру склад. хозяйства входят:
центральный материальный склад (главный магазин),
склад материалов,
склад смежных пр-в,
склад запчастей и оборудования,
склад формовочных материалов.
Определяющим фактором устройства и оснащения складов является:
грузооборот, - длительность хранения, - форма и габариты изделия, объем и частота поставок, вид использования подвижного состава, требования к условиям хранения, вид тары, требования комплексной механизации погрузочно-разгрузочных работ.
29. Организация поточного производства
Поточное производство - это эффективная организация производства основанная на
ритмичной повторяемости всех производственных процессов выполняющихся на рабочих
местах расположенных по ходу рабочего процесса.
Признаки поточного производства.
Закрепление за рабочими местами одного или ограниченного числа деталей;
Повторяемость согласованных во времени деталей;
Выполнение на каждом рабочем месте одной или нескольких деталей;
Повторяемость согласовавшихся во времени деталей;
Узкая специализация рабочих мест;
Расположение обор. и рабочих мест --- технологического процесса;
Передача изделии с операции на операцию передаточными или партиями, с
минимальными перерывами.
Поточное производство обеспечивает самую высокую производительность труда, низкую
себестоимость продукции, наиболее короткий производственный цикл.
Основой (первичным звеном) поточного производства является поточная линия
(группа рабочих мест), где производственный процесс существует в соответствии с
характерными признаками поточного производства.
Расположение поточных линий (планировка) должна обеспечить:
прямоточность и кратчайший путь движения изделия;
рациональное использование производственных площадей;
условия для транспортировки материалов и деталей к рабочим местам;
удобство подходов для ремонта и обслуживания;
достаточность площадей и оргоснастки для хранения требуемых запасов материалов и готовых деталей;
возможность легкого удаления отходов производства.
-
Движение изделия по поточной линии при расположении оборудования:
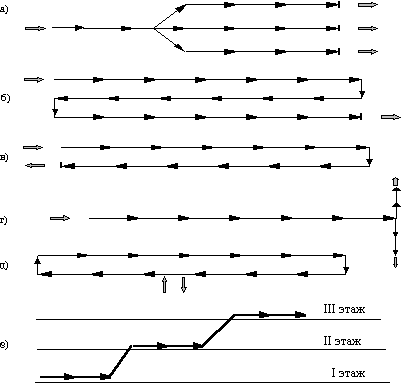
Схемы движения изделий по поточным линиям
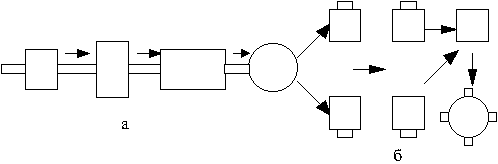
а – одностороннем;
б – двухстороннем
а — разветвляющаяся; б — зигзагообразная; в — П-образная;
г — Т-образная; д — замкнутая; е — многоуровневая
Классификация поточных линий – происходит по следующим признакам:
По степени механизации технологических операций – механизированные, полуавтомат, автоматические;
По степени не прерывности – непрерывные и прерывные поточные линии.
По количеству одновременно обрабатываемых типов деталей – однономенклатурные и многономенклатурные
По месту выполнения операций – с рабочим, распределительным, непрерывно движущимся, пульсирующим
конвейером.
По поточному времени – однопредметное и многопредметное.
От способа поддержания ритма – со свободным и регламентированным ритмом.
От средств транспортировки – конвейеры, электрокары, краны,
Расчет основных параметров поточных линий:
Такт (r) – является главным показателем работы поточной линии. Это период времени между выпуском изделии с
последней операции или их запуском на первую
r = Fд / Qвып где r — такт поточной линии (в мин.); Fд – действительный годовой фонд времени работы линии в
планируемом периоде (мин.); Qвып — плановое задание на тот же период времени (шт.).
Fд = Dраб Ч dсм Ч Tсм Ч kпер Ч kрем, где Dраб — число рабочих дней в году; dсм — количество рабочих смен в
сутки; Tсм – продолжительность смены (в мин.); kпер — коэффициент, учитывающий планируемые
перерывы; kрем — коэффициент, учитывающий время плановых ремонтов.
kпер = (Тсм - Тпер) / Тсм, где Тпер – время планируемых внутрисменных перерывов; kрем — рассчитывается
аналогичным способом.
Ритм (R) (при передаче транспортной партии) – интервал времени между выпуском изделии с передаче
двух смежных транспортных партии.
R=r*P, где Р – размер партии.
Темп (1/r) – характеризует производительность поточной линии и является величиной, обратной такту.
Расчетное количества оборудования (Cpi) (числа рабочих мест) ведется по каждой операции технологического
процесса
 ,
где Cpi–
расчетное число рабочих мест,
tшт_i
– штучное время – время выполнения
операции
,
где Cpi–
расчетное число рабочих мест,
tшт_i
– штучное время – время выполнения
операции
на данном рабочем месте
Принятое количество оборудования (Cпpi) (числа рабочих мест) определяется округлением в большую сторону
до ближайшего целого расчетной величины
Коэффициент загрузки рабочих мест:

Скорость движения поточной линии.
а )
при непрерывном движении конвейера
)
при непрерывном движении конвейера
а) при прерывном движении конвейера
, где l – расстояние между
центрами 2-х смежных работ (шаг конвейера),
где l – расстояние между
центрами 2-х смежных работ (шаг конвейера),
tтрансп – время транспортировки изделия с одной операции на другую.
Это тоже надо, если очень хочется поучить, см. лекции.
Заделы на поточной линий.
технологический задел (детали)
транспортный задел
резервный (страховой)
нежеоперационный (на прерывных поточных линиях).
Непрерывно поточные линии.
конвейер не прерывного действия
пульсирующий конвейер
распределительный конвейер.