

2.7. Выбор шлифовального круга и режим заточки.
Заточку следует произвести чашечным кругом. Если развертки изготовлены из быстрорежущей стали или инструментальной стали, для заточки применяют круг зернистостью-16, твердостью СМ1-СМ2.
Если заточка оснащена пластинами твердого сплава и минералокерамикой, для заточки следует брать круг из зелёного карбида КЗ зернистостью 20-25.
Заточка развертки из быстрорежущей стали производится при скорости вращения 15-20 м/сек., для твердосплавных 10-20 м/сек. Продольная подача – ручная, скорость подачи – 2,5 м/мин. Глубина срезаемого слоя за один двойной ход стола 0,03-0,0б мм.
2.8.Контроль заточки.
Режущие лезвия развертки должны быть острыми и не иметь зазубрин, забоин и выкрашенных мест.
Контроль переднего и заднего угла развертки можно производить при помощи прибора Бабчиницера, применяемого для контроля многолезвийного инструмента (разверток, фрез, зенкеров, протяжек и др., изображенного на рис. 5).
Отчет углов при измерении разверток с числом зубьев не обозначенном на шкале, производится по штрихам, находящимся между ближайшим меньшим и большим числом.
3. Оборудование и инструмент для проведения лабораторной работы
Универсально – заточной станок модели 3А64М
Угломер Бабчинецера
Штангенциркуль
Развертка
4. Порядок выполнения и оформления работы.
4.1 Настроить и выбрать центра универсально-заточного станка мод.ЗА64М для затачивания разверток.
4.2 Заточить развертку.
4.3 Произвести измерение геометрии заточных разверток.
4.4 Вычертить рабочий чертеж развертки и абразивного круга.
4.5 Получить развертку по варианту.
4.6 Изучить основные конструктивные элементы и геометрические параметры развертки и произвести их замеры.
4.7 Выбрать шлифовальный круг в зависимости от материала развертки.
4.8 Выполнить настройку заточного станка и выверять центра для затачивания задней и передней поверхностей размеров.
4.9 Осуществить заточку задней и передней поверхностей развертки.
4.10 Произвести контроль заточки развертки.
4.11 Охарактеризовать измерительные приборы, применяемые для измерения параметров развертки.
4.12 Занести все данные в протокол.
5. Протокол к лабораторной работе № 4
Геометрия развертки
№ |
Наименование развертки |
Диаметр D, мм |
Твердость HRC |
Общая длина L, мм |
Длина рабочей части LP, мм |
Материал режущей части |
|
|
|
|
|
|
|
Длина хвостовика, мм |
Ширина ленточки, мм |
Число зубьев Z |
Угол заднего конуса |
Падение обратного конуса |
Угол на заборной части |
Угол на калибрующей части |
||
Передний γ |
Задний α |
Передний γ |
Задний α |
|||||
|
|
|
|
|
|
|
|
|
Характеристика и эскиз абразивного круга
№ |
Формы |
Размеры |
Зернистость |
Материал зерна |
Материал связки |
Эскиз абразивного круга |
|
|
|
|
|
|
|
Характеристика измерительных приборов, применяемых для измерения параметров развертки
Наименование |
Пределы измерений |
Точность отсчета |
|
|
|
Подпись студента__________ Подпись преподавателя_____________
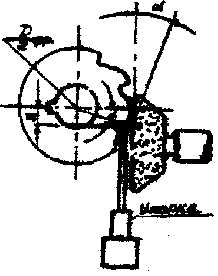
Рисунок 3
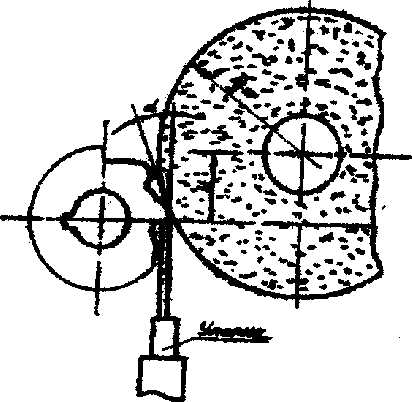
Рисунок 4
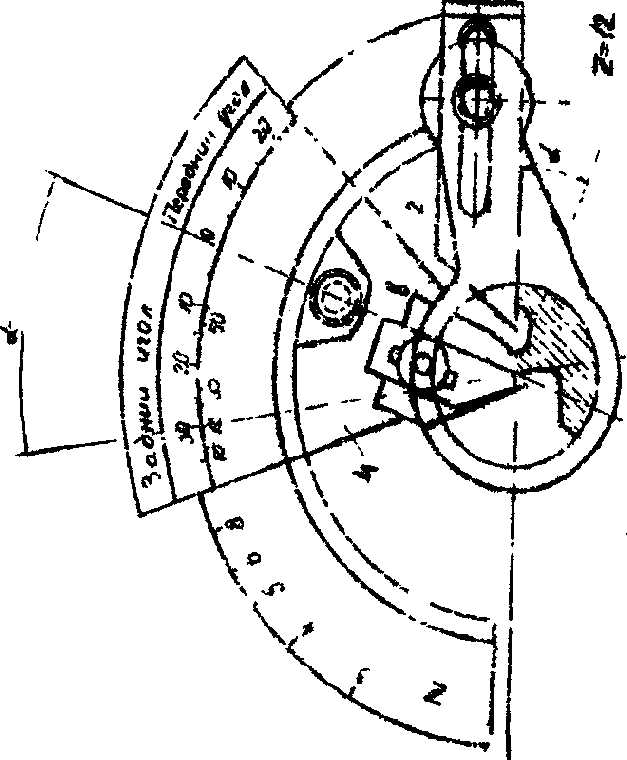
Рисунок 5