

Министерство образования и науки, молодежи и спорта Украины
Государственное высшее учебное заведение
Приазовский государственный технический университет
Кафедра "Металлорежущие станки и инструменты"
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К выполнению лабораторной работы №4
По дисциплине "Режущий инструмент"
«Изучение геометрических параметров
разверток и зенкеров и их затачивание»
Для студентов специальности 7.090203
дневной и заочной форм обучения
|
Утверждено: На заседании кафедры «МСИ» протокол №7 от 07.03.2012 г.
Зав. кафедрой ______________(С.С. Самотугин) |
Мариуполь, 2012
УДК. 621.9
Методические указания к выполнению лабораторной работы №4 «Изучение геометрических параметров разверток и зенкеров и их затачивание». Для студентов специальности дневной и заочной форм обучения. – Мариуполь: ПГТУ, 2012. 13 с.
Составитель:
доцент, к.т.н. Крепак А. С.
Рецензент:
доцент, к.т.н. Беляковский В.П.
Ответственный за выпуск: профессор, д.т.н. Самотугин С. С.
1. Цель работы
Изучить геометрию разверток и зенкеров в связи с их заточкой.
Ознакомиться с работой заточного станка и кругами для заточки.
Охарактеризовать измерительные приборы, применяемые для измерения параметров развертки.
2. Методические указания
Процесс заточки изучается на ручной развертке. Заточка производится по передним и задним поверхностям на универсально-заточном станке модели 3А64М.
2.1 Типы разверток
Развертки применяются для окончательной обработки отверстия, предельно просверленных, расточенных резцом или обработанных зенкером. Для повышения точности развернутого отверстия применяюь набор из 2-х разверток:
предварительной;
окончательной.
Развертки делятся:
2.1.1 По способу крепления:
Ручные;
Машинные.
2.1.2 По конструкции крепления:
Хвостовые;
Насадные.
2.1.3 По конструкции самой развертки:
Цельные;
Сборные со вставными зубьями или ножами;
Сферические.
2.1.4 По форме обработанного отверстия:
Цилиндрические;
Конические.
2.2 Типы зенкеров
Зенкеры применяют для обработки ранее просверленных, отлитых или штампованных отверстий, либо для обработки торцевых поверхностей.
Зенкеры делятся:
Цилиндрические;
Конические.
2.2.1 По способу крепления:
Хвостовые;
Насадные.
2.2.2 По конструкции самого зенкера:
Цельные;
Сварные;
Сборные;
С пластинами из твердого сплава.
2.3 Основные конструктивные элементы и геометрические параметры разверток
Развертка состоит из следующих основных частей (рис. 1):
режущая часть;
калибрующая часть;
хвостовая чсть, представляющая собой хвостовик для закрепления развертки в патроне станка.
Основные геометрические параметры разверток.
φ – главный угол в плане;
γ – передний угол;
α – задний угол;
f – ширина цилиндрической ленточки на калибрующей части (0; 0,2; 0,4) мм
Главный угол в плане φ выбирается в зависимости от назначения развертки и обрабатываемого материала:
для ручных разверток при обработке хрупких материалов: φ = 4÷5°;
при обработке мягких материалов: φ = 8÷15°.
Передний и задний угол выбирается в зависимости от назначения разверток.
Так, передний угол равняется γ = 0 ÷ 10° потому, что развертка по характеру работы является чистовым инструментом, снимающим небольшую стружку и поэтому к ней предъявляются повышенные требования в отношении чистоты и качества обработанной поверхности.
Для котельных разверток, которые удаляют значительный припуск γ = 12 ÷ 15°.
Задний угол α на режущей и калибрующей части задают в пределах 4 ÷ 10°.
Для чистовых разверток α берется меньше, чем для черновых.
Регулируемые цилиндрические развертки рекомендуется затачивать по двум задним углам α = 6 ÷ 8° и α1 = 15 ÷ 20°.
Таким же образом затачивают иногда задние углы у котельных разверток.
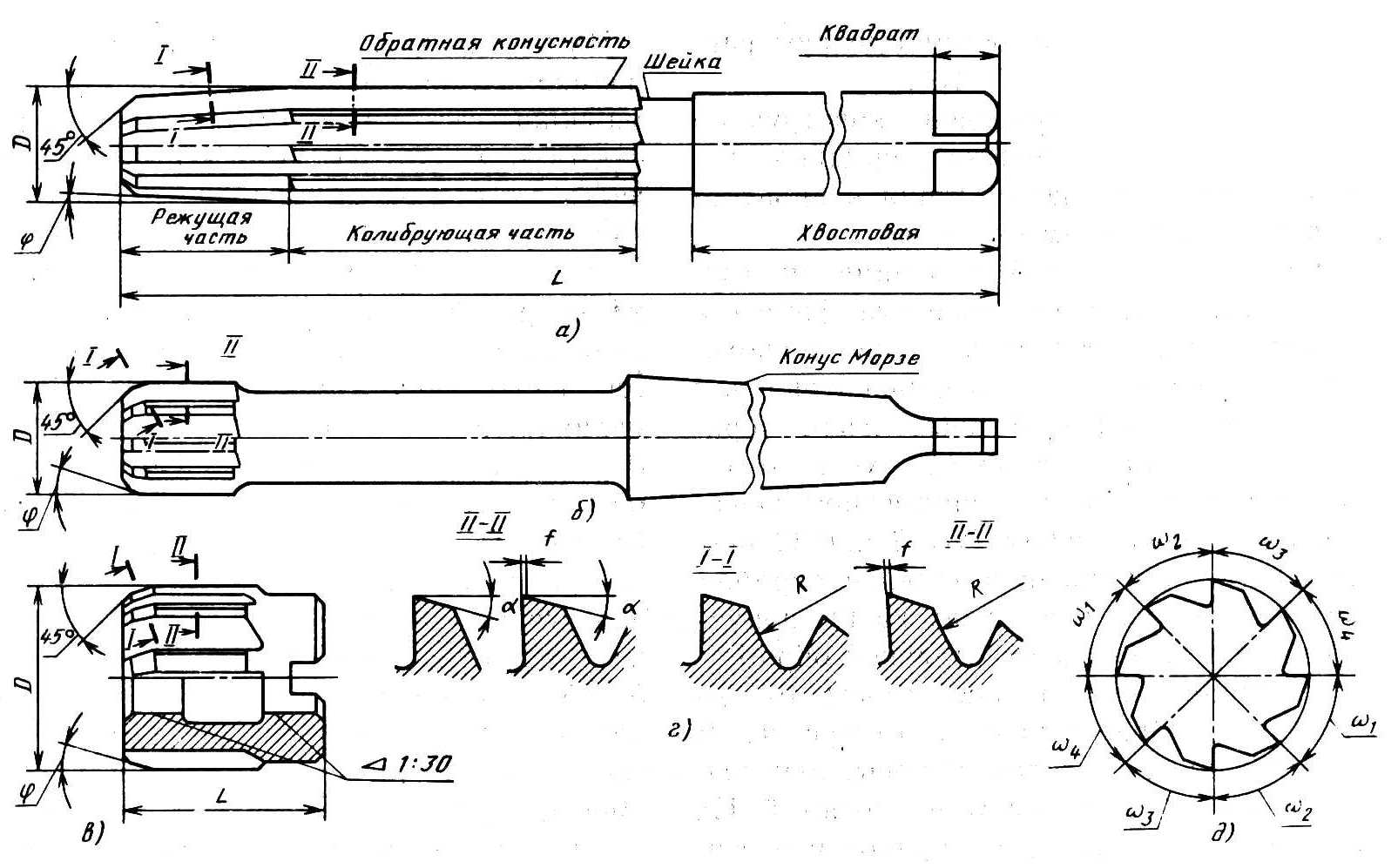
Рисунок 1 – Основные конструктивные элементы разверток
2.4 Основные конструктивные элементы и геометрические параметры зенкеров
Основными конструктивными параметрами являются:
Форма режущей и калибрующей части;
Число зубьев или канавок и их профиль;
Углы резания и наклона канавок.
2.4.1 Форма режущей и калибрующей частей
Зенкер по своей форме напоминает сверло, но для обеспечения наиболее лучшего направления в работе он снабжается большим числом режущих элементов.