

10.1 Для восстановления шатунных шеек кв под номинальный размер:
1) Промываю КВ. Замеряю диаметры шатунных шеек. Затем устанавливаю КВ вал на токарном станке, для этого коленчатый вал устанавливается на станке таким образом, чтобы его ось вращения проходила через одну из шатунных шеек, для этого необходимы центросместители , которые совмещают ось вращения шатунных шеек с осью вращения шпинделя станка, причем величина смещения должна быть равна радиусу кривошипа.(37.8 мм)
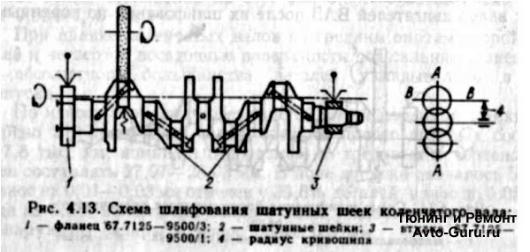
Смещенный коленчатый вал, вращаясь вокруг оси одной из шатунных шеек несбалансирован. Такой большой дисбаланс при вращении обязательно приведет к деформации самого коленчатого вала и элементов станка, в результате чего качество шлифовки колен - вала резко снизится - исказится форма шейки (появится эллипс), ее ось окажется непараллельной оси коренных шеек.
Исключить или, по крайней мере, значительно уменьшить дисбаланс коленчатого вала позволяют специальные грузы, закрепляемые на планшайбах напротив патронов станка. Масса и расположение балансировочных грузов подбирается в зависимости от массы коленчатого вала и радиуса кривошипа.
Обрабатываю (снимаю имеющиеся риски и задиры) резцом из стали ВК6 1 и 4 шатунные шейки. После обработки устанавливаем КВ таким образом, что бы теперь с осью вращения станка совпадали 2 и 3 шатунные шейки. Срезаю по 0,5 мм.
2) Замеряю получившиеся размеры шеек. Произвожу наплавку шеек с помощью сварочного выпрямителя ВДУ-506 в среде углекислого газа. Подачу электродной проволоки к месту наплавки произвожу при помощи наплавочной головки ОКС-6569 используя при этом проволоку 30ХГСА. (наплавочная проволока, легированная конструкционная сталь, Высококачественная; 0,3%- углерода, Х – хром 1%, Г – марганец 1%, С – кремний 1%) с припуском на токарную обработку, шлифование и супер финиширование.
Наплавка производится на постоянном токе диаметром электрода 1,2 мм из кассеты непрерывно подается в зону сварки. Ток 150..190 А и напряжением 19…21 В к электродной проволоке подводится через мундштук и наконечник, расположенные внутри газоэлектрической горелки. Этом скорость наплавки составляет 20…30 м/ч, смещение электродной проволоки 18…20 мм, шаг наплавки 18…20 мм, вылет электрода 10…13 мм, расход углекислого газа 8…9 л/мин. При наплавке металл электрода и детали перемешивается, толщина наплавляемого слоя 0,8…1,0мм. В зону горения дуги под давлением 0,05…0,2 МПа по трубке подается углекислый газ, который вытесняя воздух, защищает расплавленный металл от вредного действия кислорода и азота воздуха.
Углекислый газ из баллона 7 подается в зону горения. При выходе из баллона 7 газ резко расширяется и переохлаждается. Для подогрева его пропускаю через электрический подогреватель 6. Содержащуюся в углекислом газе воду удаляется с помощью осушителя 5, который представляет собой патрон, наполненный обезвоженным медным купоросом или силикагелем. Давление газа понижают с помощью кислородного редуктора 4, а расход его контролируют расходомером 3.
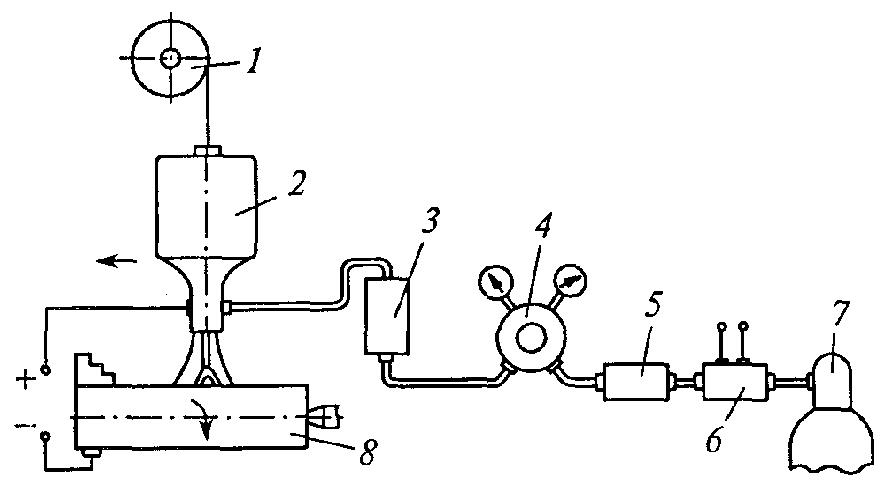
Установка для наплавки в углекислом газе
1 — кассета с проволокой; 2 — наплавочный аппарат; 3 — расходомер; 4 — редуктор; 5 — осушитель; 6 — подогреватель; 7 — баллон с углекислым газом; 8 — деталь
3)Обрабатываю шейки КВ на токарном станке, оставляя припуск на шлифование 0,3-0,5мм
4)Шлифую шейки с использованием шлифовального круга типа 24А40НС 16 А5 (ГОСТ 2424—75) на станке ЗУ131, до номинального размера 47,850 мм, оставляя припуск на супер финиширование. При соприкосновении шлифовального круга с шейкой коленчатого вала включается подача охлаждающей жидкости.
Режим шлифования: частота вращения коленчатого вала 1,03 с"1 (62 обмин), шлифовального круга — 13—13,8 с"1 (780— 830 обмин); шлифовальный круг правят алмазным карандашом марки CI—1 (ГОСТ 607—SO Е).
Овальность и конусность не должна превышать 0,005
5)Для доводки шеек вместо полирования применяю супер финиширование. Супер финиширование выполняю головкой, оснащенной абразивными брусками на специальном полуавтомате 3875 К.Зернистость брусков 4-8.Суперфиниширование выравнивает точность размеров. При шлифовании валов под супер финиширование оставляют припуск 0,005мм.
6)Проверяю КВ на биение, овальность и конусность шеек.