

5. Виготовлення балок коробчатого перерізу.
Балки коробчатого перерізу складніші у виготовленні ніж двотаврові. Однак вони мають більшу жорсткість на кручення i знаходять ширше застосування в конструкціях кранів i мостів. При великій довжині таких балок полиці i стінки зварюють стиковим з’єднанням з кількох листових елементів.
Спочатку на стелажах вкладають верхній пояс. На нього вкладають діафрагми i приварюють їx. Така послідовність необхідна для створення жорсткої основи для подальшого встановлення бокових стінок, а також їx симетрій відносно верхнього поясу. Після приварювання діафрагми встановлюють, притискують, прихвачують бокові стінки. Після цього складений П-подібний профіль кантують. Внутрішніми кутовими швами
приварюють стінки до діафрагми. Складання закінчують встановленням нижнього пояса i його прихвачують. Зварювання поясних швів здійснюється після закінчення складання і ведуть нахилення електродом без повороту балки в положения «в човник». Це пояснюється тим, що для балок коробчатого перерезу підріз поясного шва менш небезпечний, ніж для балок двотаврового перерізу.
П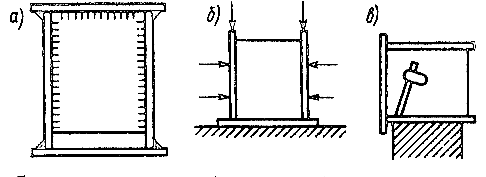 ослідовність
виготовлення
балки.
ослідовність
виготовлення
балки.
а – переріз балки; б – встановлення бокових стінок; в – зварювання внутрішніх швів
Рисунок 9 – Виготовлення балки коробчатого перерізу
При виготовленні балок, мостів та кранів вci ocновні операції по заготовленні листових елементів i послідуючому складанні i зварюванні виконують в механізованих поточних лінях з використанням автоматичного зварювання під флюсом. Вузьким місцем виробництва таких балок є виконання таврового з’єднання діафрагми i стінок кутовими швами. Ці шви виконують вручну.
6. Виконання стнків балок.
При монтажі конструкціїї досить часто необхідно виконувати стикування балок. Стики бувають різноманітні (суміщені, розсунуті). Найбільше використовують суміщений стик балок. Його виконують в СО2 або РДЗ.
Цей стик виглядае так:
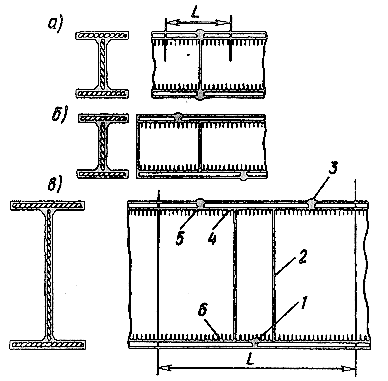
а, б, в – схеми стиків; 1-6 – послідовність виконання швів
Рисунок 10 – Типи стиків двотаврових балок
Назначаючи послідовність виконання швів поясів і стінки, треба мати на увазі: якщо в першу черту зварити стик поясів, то стик вертикальної стінки прийдеться варити в умовах жорсткого закріплення, тому можлива поява тріщин.
Якщо спочатку зварити стик стінки, то в стиках поясів виникає високий рівень напружень розтягу, що може знизити міцність балки при роботі на згин.
Для полегшення умов зварювання стиків, ділянку поясних швів балки не зварюють, а зварюють їx після зварювання стику стінки. Так як поперечна усадкова сила шва, що зварюється останнім буде сприйматися як елемент довжини, то залишкові напруження будуть дещо менші.
Другим способом стикування балок є розсунутий стик. В цьому випадку стики поясів не співпадають із стиком стінок. Застосовують також стики із вставкою вертикальної стінки чи верхнього пояса.
Тема 4: Виготовлення зварнкх труб
1. Сортамент та матеріал труб.
2. Методи виготовлення труб.
3. Зварювання стиків труб i трубопроводів.
4. Методи контактного зварювання стиків труб.
5. Виготовлення технологічних трубопроводів.