

4. Зварювальне устаткування, кантувачі для вигитивлення балок.
Для зварювання балок застосовують різне устаткування, яке складається iз різноманітних пристосувань, кантувачів та зварювальних апаратів. Можливі такі варіанти використовування устаткування:
– консольна конструкція з шдвісною зварювальною головкою, що рухається
вздовж кантувача, в якому закріплено виріб;
– портальна конструкція (самохідна) обладнана зварювапьними головками. Її
використовують у випадках зварювання дуже великих балок;
– устаткування зі зварювальним трактором, який рухається безпосередньо по
виробу;
– устаткування iз самоходною зварювальною головкою, яка рухається вздовж
виробу по рейках;
– устаткування із нерухомими зварювальними головками і рухомим пристроєм,
що рухається разом з виробом.
Р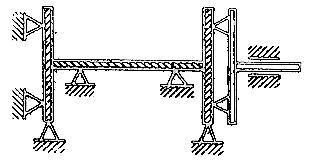 озглянемо
схему кондуктора для виготовлення
двотаврових балок з
поясними
швами.
озглянемо
схему кондуктора для виготовлення
двотаврових балок з
поясними
швами.
Рисунок 6 – Схема кондуктора для складання двотаврових балок
Ці шви з’єднують стінку з полицями. Балка складаеться з листових елементів. При складанні балки, необхідно забезпечити симетрію і перпендикулярність полиць до стінки і послідуюче закріплення прихватками. Тому в кондукторі по всій довжині розташовані притискачі та опорні бази.
Для виготовлення балок використовуються кантувачі. Вони можуть бути різних конструкцій в залежності від геометричної форми балок. Кантувачі можуть бути універсальними, двохстійковими з нерухомими i рухомими стояками, з роз’ємними кільцями, ланцюгові.
Кантувачі дають можливість виконувати шви в «човник», забезпечивши найкращі умови формування шва, але необхідно кантувати виріб після зварювання кожного шва.
Для повороту балки, використовують центрові кантувачі. В центровому кантувачі попередньо складена і прихвачена балка закріплюється за передні задні кінці і за допомогою черв’ячної передачі встановлюється в проектне положення. Задня опора – рухома, щоб можна було зварювати балки різної довжини.

1, 3 – задня i передня балка; 2 – балка; 4 – черв’ячна передача
Рисунок 7 – Схема кантувача для виготовлення балок
Інший варіант конструкції устаткування для зварювання балок є установка з шдвісною головкою на консолі. Це колона, що рухається уздовж кантувача на якому закріплена балка. На консолі колони закрплюється зварювальна головка. В цьому випадку виріб нерухомий, а колона разом iз зварювальною головкою рухається із швидкістю зварювання вздовж виробу закріпленого в кантувачі чи обертачі.
Виготовлення балок за допомогою самохідного порталу.
При виготовлені балок на установках із самохідним порталом затискання, прихвачування елементів балки здійснюється послідовно вiд перерізу до перерізу балки (від одного до другого місця по довжині балки). Для цього портал підводять до початку складання, а це середина балки. Вмикають горизонтальні і вертикальні пневмопритискачі. При цьому вертикальні притискачі притискають стінку до стелажа чи кондуктора, а горизонтальн притискачі притискають пояси до стінки.
В стиснутому перерізі ставлять прихвачування. Після цього притискачі відключають (знімають навантаження), а портал за допомогою електроприладу переміщають на крок прихваток (на віддаль між прихватками) i все повторюють спочатку. Наявність вертикальних притискачів дозволяє складати балки значної висоти, не боячись втратити стійкості стінки, яку можуть спричинити горизонтальні притискачі.
Балки великих розмірів можуть бути складними, тобто мати повздовжні шви на стінці, а також проміжні полиці. Такі балки застосовують при спорудженні автодорожніх мостів. При виготовленні складних балок використовують портальні установки, але з більшою кількістю вертикальних притискачів.
Устаткування для виготовлення балок зварювальними тракторами, що рухаються по виробу.
При цьому способі балка складається на кондукторі, а потім на кантувачі повертається у зручне для зварювання положения, на шов виставляється зварювальний трактор, який рухається безпосередньо по балці. При цьому зварювання може вестися «в човник» або під кутом. В окремих випадках трактор може рухатися по напрямках, встановлених на балці.
Схема зварної балки за допомогою порталу:
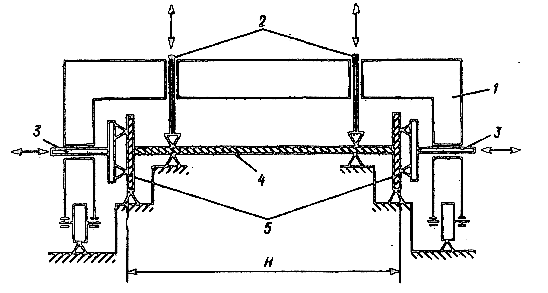
1 – портал; 2, 3 – вертикальний та горизонтальний пневмопритискачі; 4 – стінка;
5 – пояси
Рисунок 8 – Схема самохідного порталу для складання двотаврових балок