

2.2 Розмічування заготовок.
Розмічування виконується в індивідуальному виробництві, бо досить складне і вимагає великих затрат праці, його проводять на стелажах вручну або автоматично. Вручну за допомогою лінійок, шаблонів, рисувалок. Під час розмічування на сталі, за допомогою рисувалок наносять контури майбутніх деталей.
Прогресивним є оптичний метод розмічування. На метал наносять контури деталей, які потім обводять рисувалками.
2.3 Різання заготовок та оброблення кромок.
Механічне різання листового прокату з прямолінійними кромками металу товщиною до 25-40 мм проводять на гільйотиннах або прес-ножицях. Лист, який розрізають заводять між верхніми і нижніми ножами до упора і тоді верхній ніж опускається і розрізає лист. Довжина листа може бути від 1-4 м. Неточність розміру 2мм.
Прес ножиці мають паралельне розташування ножів, а гільйотинні мають кут скосу ножів.
Для розрізання профільного прокату використовують прес-ножиці, які мають ножі, що по формі наближені до профілю.
Розріз товстолистого металу виконують ножовими пилами або на анодо-механічних верстатах. Пили можуть бути дискові або стрічкові. Малі деталі вирубуються на пресах в штампах, при цьому штампи мають конфігурацію деталі, що вирубується.
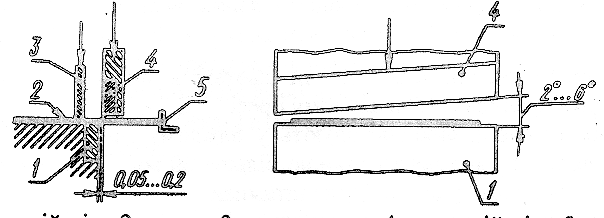
1 – нижній ніж; 2 – лист; 3 – притискач; 4 – верхній ніж; 5 – упор
Рисунок 2 – Схеми різання металу на гільйотинних ножицях
Газове різання знайшло найширше застосування. Воно буває ручне і автоматичне. Його проводять по розмітці чи на мітці. Автоматичне газове різання здійснюють за допомогою копіювальних пристроїв. В суднобудуванні 45% заготовок отримують газовим різанням використовуючи газо ріжучі машини: «радуга», «Мікрон», а також стаціонарне обладнання.
Оброблення кромок. Механічне оброблення кромок шляхом стругання та фрезерування проводять у випадках:
– для виготовлення кромок, які мають складний профіль(чашоподібний);
– для забезпечення точності складання, якщо цього вимагає технологічний
процес зварювання;
– для зрізання металевих кромок, вирізаних ножицями або кисневим різанням,
коли це вимагається технічними вимогами на виготовлення.
2.4 Згинання заготовок.
Холодне згинання листових елементів виконується на листозгинальних вальцях, довжина валків до 12 м. При холодному вальцюванні відношення радіусу згину до товщини металу повинно бути не менше 25. При меншому співвідношенні згинання необхідно проводити в гарячому стані.
В холодному стані згинають листи до 50мм. Процес згинання здійснюється на трьох або чотирьох валкових станах. При вальцюванні кінці листів залишаються прямими і їх необхідно попередньо підгинати.
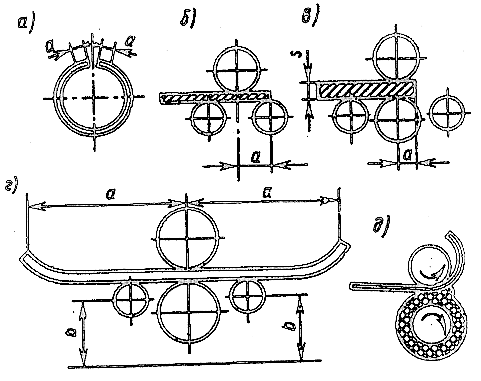
а – обичайка з не обвальцьованими кромками; б, в – встановлення листа в трьох- і чотирьохвалкових вальцях; г – положення листа на початку згинання у вальцях; д – згинання листа у двохвалкових вальцях
Рисунок 3 – Схеми вальцювання обичайок
Холодне згинання швелерів та двотаврів по прямій проводять на горизонтальному правильно згинальному пресі.
Гаряче згинання використовують у важкому машинобудуванні при виготовлені виробів з металу товщиною більше 50мм, гаряче згинання може бути проведене на пресах в штампах.
Гофрування – утворення западин на листі. Воно має за мету збільшити жорсткість конструкції, здійснюється на пресах або вальцях.
Згинання швів – згинання труб виконується такими шляхами
– труби великого діаметру згинають в гарячому стані, заповнюючи їх піском;
– труби малих діаметрів згинають в холодному стані в спеціальних
трубозгинальних верстатах типу ТГМ-38-159.