

Тема 2. Заготівельні операції при виробництві зварних конструкцій
1. Класифікація зварних конструкцій.
2. Види та способи заготівельних операцій.
2.1 Правлення заготовок.
2.2 Розмічування заготовок.
2.3 Різання заготовок та оброблення кромок.
2.4 Згинання заготовок.
2.5 Штампування заготовок та інші операції одержання заготовок.
2.6 Методи очищення заготовок.
1. Класифікація зварних конструкцій.
Різноманітність зварних конструкцій затруднюють їх єдину класифікацію. Зварні конструкції класифікують:
– за методами одержання заготовок (листові, ковані, штамповані);
– за призначенням (авіаційні, вагонні, суднові);
– в залежності від товщини зварюваних елементів (товсто і тонколистові).
При розгляді питання проектування і виробництва зварних конструкцій більш доцільною є класифікація в залежності від умов експлуатації конструкції. В цьому випадку розрізняють такі типи і елементи зварних конструкцій:
1) балки – конструктивні елементи, які працюють на згин. Жорстко зв’язані між собою балки утворюють рамні конструкції;
2) колони працюють на стиск або на стиск із згином;
3) решітчасті конструкції, являють собою систему стержнів з’єднаних між собою у вузли (ферми, арматурні сітки, каркаси);
4) оболонкові конструкції несуть навантаження від дії надлишкового тиску (ємкості, трубопроводи, посудини);
5) корпусні транспортні конструкції (корпуси кораблів, кузови автомобілів, каркаси вагонів);
6) деталі машин і приладів, які працюють при змінних навантаженнях (станини верстатів, осів, колеса, шестерні, вали турбін).
2. Види та способи заготівельних операцій.
Виготовлення зварних конструкцій починається з виготовлення деталей з яких ці конструкції складаються. Ці деталі можуть бути виготовлені литвом, куванням, штампуванням, шляхом механічного оброблення, а також одержання з різноманітних профілів сортового прокату.
Основними технологічними операціями, які виконуються над заготовками є такі:
– правильні або рехтувальні;
– розмічувальні;
– механічні;
– оброблення кромок;
– згинання, витягування;
– газове різання та інші методи вирізання заготовок;
– зачищування.
2.1 Правлення заготовок.
В процесі виготовлення заготовок литвом, куванням, штампуванням, механічним обробленням, зварники безпосередньої участі не приймають.
Металопрокат, який поступає з металургійних заводів у відповідності з ДСТУ та ГОСТами повинно бути виправленим, але враховуючи порушення правил вантажно розвантажувальних робіт, які призводять до деформування прокату виникає необхідність проведення операцій правлення.
Правлення виконують до розмічання і розрізання. Для того щоб уникнути значних витрат пластичних властивостей матеріалів необхідне обмеження величини відносного залишкового видовження. Для сталі Ст3, видовження при правленні допускає 1%, а при згинанні до 2%. У випадках, коли необхідно утворити значно більші деформації правлення або згинання проводять в гарячому стані. Температура нагрівання від 500 до 1150С.
Для вирівнювання металу товщиною від 0,5 до 50мм застосовують багато валкові вальці. Листовий прокат більше 50 мм правлять на пресах. Тонкі листи можна правити шляхом розтягнення на пристосуваннях.
Профільний прокат правлять на роликових машинах. Ролики цих машин попарно створюють профіль прокату. Дрібні деталі правлять на пресах з відповідними матрицями і пуансонами. Схеми правлення листових і профільних прокатів показана на рисунку1.
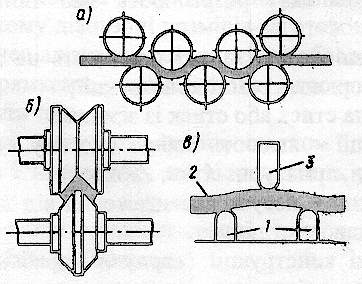
а – на листоправильних вальцях; б – в кутоправильних вальцях; в – на пресі;
1 – опори; 2 – профіль; 3 – штовхач
Рисунок 1 – Схеми правлення листових і профільних елементів