

3. Монтаж вертикальних-циліндричних резервуарів.
Монтаж вертикально-циліндричних резервуарів із рулонованих елементів виконується таким чином: рулони елементів днища вкладають на підготовлену для резервуара основу i розкатують. Розкатування проводять в послідовності, що визначається розташуванням елементів у рулоні, після чого зварюються шви елементів днища. Зварювання проводиться зварювальним трактором під шаром флюсу. Після виготовлення днища біля його краю на підкладний лист ставлять рулон бокової стінки вертикально.
Підкладний лист використовують для зменшення тертя при розкручуванні рулону. Рулон розвертається за допомогою трактора тросами. По мірі розвертання кромка рулону притискується до yпорів, які є на днищі I прихвачується, а кріплення тросу переставляється в наступне місце.
Верхня кромка розвернутої частини боковії стінки закріплюється елементами даху або розпорками. Після завершення розмотування рулона вертикальної стінки, заварюється монтажний вертикальний стик. Так, як шов, що з’єднує бокову стінку i днище виконується при повністю звареному днищі, то можливе вспучування днища внаслідок втрати стійких листів. При виготовленні резервуарів великої місткості (10.000 м i більше) для попереджння вспучування у вигляді рулону виготовляють тільки центральну частину днища, а бокову частину днища (окройки) зварюють між собою при монтажі з окремих листів, а потім за допомогою прихваток їх приєднують до днища.

1-3 – центральна частина днища; 4 – окрайки
Рисунок 31 – Схема розкрою днищ резервуара місткістю 10000 м3
Після закінчення встановлення i розвертання бокової стінки резервуара її приварюють до окрайок, а прихватки, якими окрайки були прихвачені до центральної частини вирубують, хлопуни виправляються i потім зварюють шви між центральною частиною днища i окрайками.
Розглянуті прийоми монтажу бокової стінки розвертанням рулону у вертикальному положені застосовують для резервуарів місткістю до 30.000 м3.
У більших резервуарів висота рулону або стійки сягає 18 м, тому застосовують високоміцну сталь i стінки більшої товщини. Це утруднює управління розвертанням рулону і стискування кромок. Особливо, коли діють значні вітрові навантаження. Тому, при спорудженні великих резервуарів часто розгортання рулонів проводиться в горизонтальному положенні за допомогою шаблонів. Шаблони – це просторова конструкція з декількох плоских ферм, що з’єднанi в’язями. При цьому кривизна верхніх ферм відповідає внутрішньому радіусу резервуара.
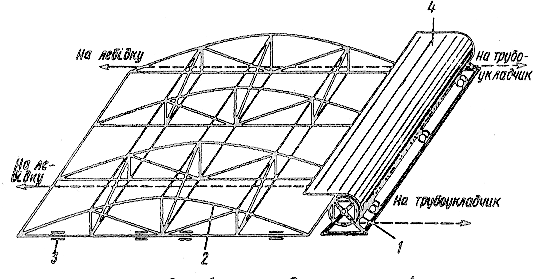
1 – рама; 2 – ферми; 3 – опори; 4 – рулон
Рисунок 32 – Схема розвертання рулону за допомогою шаблону
Шарнірні упори нижнього пояса крайньої ферми закрілюють до днища
резервуару таким чином, щоб після повороту шаблона у вертикальне положення криволінійний пояс ферми співпадав з проектним положенням резервуару.
Рулон, який необхідно розвернути, розвертають в горизонтальному положенні в центрах рами, на яку встановлюеться корпус із шаблоном. З допомогою лебідок або тракторів рулон розвертають закріплюють до верхніх поясів ферм шаблона. Після чого до зовнішпньої поверхні стійки приварюють кільця жорсткості та інші необхідні деталі. Далі самохідним краном стінку з шаблоном повертають у вертикальне положення і приварюють до днища.
Використовування методу рулонування при спорудженні високих резервуарів має певні особливості. Через наявність кільцевих стиків вимоги до точності дуже високі. Bci з’єднання виконуються стиковими. Відхилення розмірів полотнища не більше 2 мм по ширині 4 мм по довжині.