

Тема 8: Виготовлення конструкцій оболонкового типу
1. Види конструкцій оболонкового типу.
2. Виготовлення листових конструкцій методом рулонування.
3. Монтаж вертикальних циліндричних резервуарів.
4. Виготовлення сферичних резервуарів.
5. Виготовлення доменних комплексів.
6. Зварювання цементних печей.
7. Виготовлення спіральних камер.
8. Виготовлення посудин, що працюють під тиском.
1. Види конструкций оболонкового типу.
Конструкції оболонкового типу складаються із листових зааготовок і зварюються герметичними швами. В залежності від габаритних розмірів, конструктивного оформлення і умов експлуатації оболонкові конструкції поділяються на:
– негабаритні посудини;
– посудини, що працюють під тиском;
– труби татрубопроводи.
Ємкості і посудини мають як правило, розміри набагато більшi, як рухомий склад залізниці і тому їх виготовляють на заводах по частинах і відправляють на місце експлуатації де зварювання ведуть в монтажних умовах.
Прикладами негабаритних ємкостей можуть бути вертикальні циліндричні резервуари, які використовуються для зберігання нафтопродуктів. Їх высота – 18 – 20 метрів. Іншими прикладами негабаритних конструкцій є газгольдери. Мокрий газгольдер використовують для зберігання вибухонебезпечних або отруйиих газів. Такий газгольдер складається із резервуару, дзвона, а також телескопа або без нього. Переміщення телескопа і дзвона проходить по напрямних. Ущільнення у з’єднанні досягається водяними затворами. Сухий газгольдер мaє нерухомий корпус з днищем і дахом та рухомий поршень. Об’єм газгольдерів біля 50.000 м3, а сухих – ще більший.
Сферичнi газгольдери призначені для зберігання газів під тиском до 1,8 МПа. Їх складають із листових заготовок просторової кривизни i зварюють стиковими швами.
2. Виготовлення листових конструкцій методом рулонування.
При спорудженні конструкцій великих розмірів, як можна більший об’єм складально-зварювальних робіт намагаються виконати в умовах заводу. В той же час розміри елементів конструкцій не повинні перевищувати габарити, що допускаються залізничним чи автотранспортом.
Для виготовлення листових полотнищ товщиною до 18 мм інститут електрозварювання iмeнi Е. Патона запропонував метод рулонування.
Великі вузли конструкцій у вигляді полотнищ великого розміру складають, зварюють i згортають в рулон на спеціальних установках. Тому, що листи необхідно зварювати з двох боків, необхідно мати два яруси і механізм, який передає полотнище з першого ярусу на другий з поворотом на 1800. Механізм, який здійснює поворот називають кружалом. Переміщення і звертання листа забезпечується робочим кружалом. Розташовуються чотири робочі дільниці, а саме: складання i зварювання листів з одного боку, зварювання листів з протилежного боку, контроль якості.
Переміщення полотнища i звертання рулону проводять ритмічно, після завершения робіт на кожній дільниці. При цьому полотнище намотують на каркас, що закрілюється в обертачах.
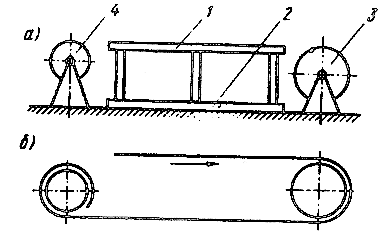
а – схема стенда; 1, 2 – яруси; 3 – поворотне кружапо; 4 – робоче кружало; б – схема руху полотнища
Рисунок 27 – Схема двохярусного стенду
Розміри полотнища визначають з умови раціонального поділу конструкції. Наприклад: бокові стінки циліндричного резервуару виготовляють з двох i більше полотнищ в залежності від величини ємкості.
Ширина полотнища (12 – 18 метрів) така як висота резервуара. Днище резервуарів діаметром більше 12 м виконують з декількох полотнищ. Днища можуть бути згорнуті в один рулон.
Листи товщиною до 8 мм складають в напуск i зварюють. Це пояснюється тим, що прості листи легше складати і зварювати. При цьому скручування такого напусткового з’єднання не викликає утруднень.
Бокові стінки резервуарів баштового типу виконують з декількох полотнищ, кожне з котрих має довжину, що дорівнює периметру бокової стінки. Розташування листів в полотнище i типи з’єднань визначаються з конструктивних міркувань.
Листи товщиною більше 8 мм зварюють стиковим з’єднанням. Стикове з’єднання такої товщини с прийнятним для складання i зварювання під флюсом i для послідуючого змотування.
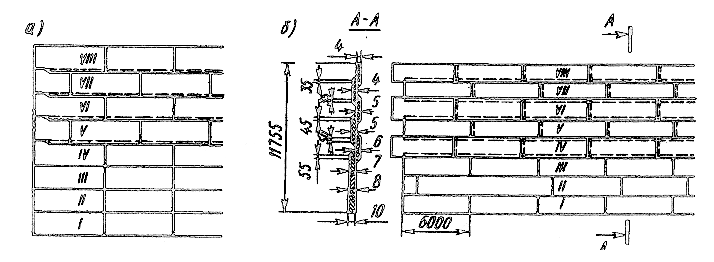
а – із суміщеними стиками нижніх поясів; б – з розсуненими стиками нижніх поясів
Рисунок 28 – Схеми розміщення листів корпусу резервуару місткістю 5000 м3
Розглянемо послідовність складання і зварювання полотнища рулону бокової стінки резервуара. Підготовка листів починається з виправлення на багатовалкових правильных валцях. Для зварювання стиків з’єднання повздовжні листи обробляються на стругальних верстатах. Торцеві кромки обрізають на гільйотинах. Листи, що складаються в напуск мають риски, що суміщаються з рисками повздовжніх осей поясів на настилі стенду.

а – з’єднувальні планки; 1-16 – послідовність складання листов
Рисунок 29 – Схема складання першої та другої картин полотнищ
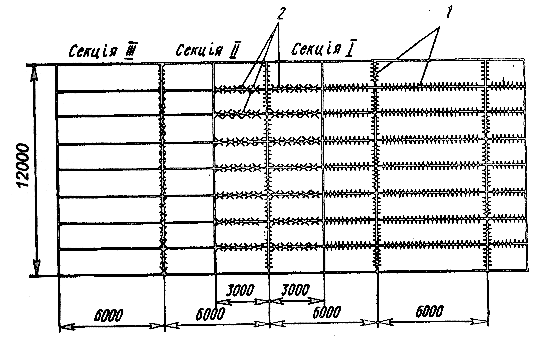
1 – раніше зварювані з’єднання; 2 – зварювані з’єднання
Рисунок 30 – Послідовність зварювання швів
На складальній дільниці двохярусної установки листи розкладають в певній послідовності.
Перший пояс притискається до упорних роликів, а другий до нього, а потім третій пояс. Після складання закріплюються прихвачувачами.
Складання другого i наступного полотнища листів, що складаються в напуск, проходить безперервно. Зварювання проводять під флюсом зварювальними тракторами. Бажано використовувати розчеплення електродів, складаючи стикові з’єднання з місцевим зазором 2 – 3 мм.
Поперечні шви починаються i закінчуються на основному металі. Намотування полотнища проходить на каркасі, який в подальшому використовують як конструктивний елемент ємкості. Наприклад: стояк, драбина.
Дуже важливо правильно намітити процес складання полотнищ і послідовність зварювання швів. В кожному циклі зварюється поперечне і всі повздовжні з’єднання однієї секції. Повздовжні з’єднання зварюються від середини секції 2 до середини секції 1.
Листи на верхній ярус подаються в контейнерах для всіх поясів відразу. Транспортування листів проводиться за допомогою самохідної балки i траверси.
З електромагнітними захватами. За час складання i зварювання поперечного шва одночасно зварюють вci повздовжні шви. Для цього рухому балку, де є притискні пристроі послідовно встановлюють над кожною парою повздовжніх швів. Притискують кромки до мідної шдкладки i здійснюють зварювання. Стики поясні можуть бути суміщені або розсунуті.