

3. Складання I зварювання вагонів (вантажних I пасажирських).
Виготовлення пасажирських вагонів.
При виготовленні пасажирських вагонів переважно використовують контактне зварювання точкове і шовне. Перед загальним зварюванням попередньо виконуються складання, зварювання габаритних вузлів вагонів, тобто бокових стін, настилів, підлоги, даху, кінцевих і тамбурних стін.
Плоскі вузли в більшості випадків виготовляються із стальних листів товщиною 2 –4 мм, а також із гнутих профілів: Z-подібного кутникового і таврового перерізу. Місцева жорсткість обшивки створюється за рахунок гофрів, які крім того сприяють зменшенню жолоблення.
Дах вагону – коритоподібноії конструкції з елементом жорсткості із профільного прокату та обшивки з листів товщиною 2 мм.
Виробництво вагонів має мілкосерійний характер. З локальною механізацією окремих робіт з широким використанням цехових кранів.

1, 2 (а) – елементи обшивки; 3 (б) – жорсткість Z-подібного перерізу
Рисунок 16 – Схема конструкці дахів
Плоскі вузли складають i зварюють на спеціальних стендах, які обслуговуються двома складальними порталами i зварювальною машиною. Коли зварювальна машина працює на одному iз складальних стендів, на іншому складають наступний вузол. Схема потоково-механізованої лінії складально-бокових стінок вагону має вигляд:
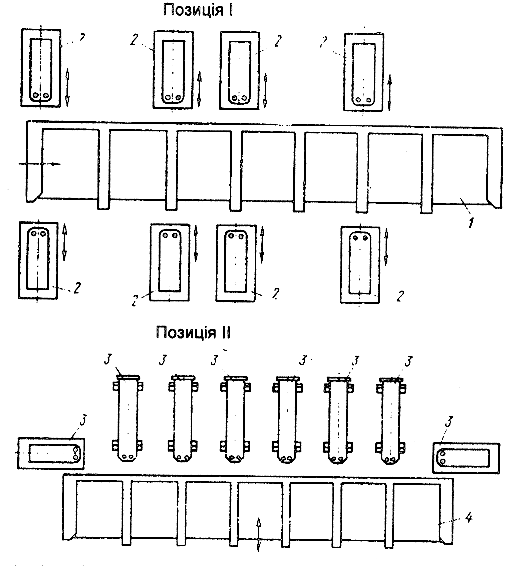
1, 4 – бокові стінки; 2, 3 – контактні машини
Рисунок 17 – Схема розміщення контактних точкових машин ліній зварювання каркасу бічної стінки з обшивкою
Поточно-механізована лінія для виготовлення бокових стін вагонів складається iз двох зварювальних машин двох i трьохпортальноі конструкції, які можуть рухатися самостійно по рейках i рольганга 2. Складальний вузол вкладається на рольганг 2 перед пешим зварювальним агрегатом 1. Самохідний портал наїздить на складену бокову стінку (вузол) i фіксується у відповідності зварювальних електродів по відношенню до окремих з’єднань (електроди стають на місця, де повинні бути зварені точки). Після цього виконується зварювання певної кількості точок.
По закінченні зварювання недоварена боковина пересувається по рольгангу до другого зварювального агрегату 3, де зварюється остання група з’єднань. В той час на місці першої зварювальної машини складається нова боковина.
Дах вагону зварюється в спеціальному кондукторі. У відповідних місцях кондуктора вкладаються елементи жорсткості, які прихвачуються, зварюються i покриваються листами обшивки. Складальною скобою з пневмоцилндрами листи з обшивками притискують і прихвачують до каркасу. Зварювання виконують на потоково-механізованих лініях з застосуванням портальних контактних машин.
На відміну від пасажирських вагонів, магістрально-вантажні вагони виготовляють в умовах крупносерійого виробництва. Для крупносерійного виробництва характерне використання ліній з автоматизацією i механ1зацією вcix процесів та застосування прогресивних методів зварювання. У вантажному напіввагоні бокові стінки жорстко з’єднані з рамою напіввагону утворюючи несучі конструкції. Торцеві стінки i кришки люків підлоги виконані поворотними. Каркас бокової стінки, що приварюється до полотнища контактним зварюванням складається з проміжних стояків. Обшивку бокової стінки складають i зварюють дуговим зварюванням з штампованих заготовок товщиною 5 мм методом послідовного нарощування в потоковій лінії. Лінії для виготовлення напіввагонів високопродуктивні, але вимагають великих виробничих площ.