

Тема 5: Виготовлення корпусних конструкцій.
1. Загальні дані про корпусні конструкці.
2. Виготовлення зварних корабельних корпусів.
3. Складання i зварювання вагонів (вантажних i пасажирських).
4. Виготовлення кузовів автомобілів.
1. Загальні дані про корпусні конструкції.
Типовими представниками корпусних конструкцій є металічні кузови автомобілів, корпуси кораблів, залізничні вагони. Загальним для них є використання прокату та литва, які виготовляються з різноманітних сталей і сплавів з подальшим об’єднанням цих елементів в жорстку конструкцію здатну витримати (сприймати) різні експлуатаційні навантаження.
2. Виготовлення зварних корабельних корпусів.
В даний час всі типи суден в тому числі i найбшьші танкери з водомісткістю 200.000 тон i більше випускають виключно із зварними корпусами. Судно має зовнішню обшивку, верхню і нижню палуби, повздовжні поперечні перегородки, які виконані із листових елементів i з’єднані герметичными швами.
Загальна і місцева жорсткість корпусу забезпечується приварюванням різних прокатних i зварних балочних елементів: флор, шпангоути, бортових, стрингерів, вертикальних шпрінгерів, кіля.
Велике число елементів корабля, що перетинається між собою і особлива вимога до герметичності з’єднання ускладнює конструкції корабля. Великі розміри суцільнозварної конструкції i неможливість зняття залишкових напружень визначають великий запас пружної енергії, що накопичується в корпусі корабля. Тому можливий розвиток тріщини на великій довжині, що може призвести до руйнування корабля. Тому, проектуючи зварні з’єднання і вузли корабля, вибирають метал з великим опором розвитку тріщини, а також
передбачають зменшення концентрації напружень.
Складність форми корпусів кораблів змушує приділяти увагу точному виконанні заготівельних операцій.
При виконанні заготівельних операцій у великих об’ємах використовується розмічування, а також різання по копірах i шаблонах.
В основі існуючих методів побудови кораблів є попереднє виготовлення частин корпусу у вигляді складальних елементів, тобто секцій та блоків. Кожна ceкція повинна бути достатньо жорсткою. Границі секцій намічають, по можливості в районах поперечних перегородок. Розміри секцій вибирають з врахуванням обмежень, що дозволяють переміщати секцію до місця складання на стапель, а також вантажопідйомністю існуючих механізмів.
Більшість конструктивних елементів корабля складається з листів і прокатних балок, які мають переріз тавра. При складанні і зварюванні листових полотнищ використовують електромагнітні стенди, які мають рухомі балки з флюсовими подушками.
П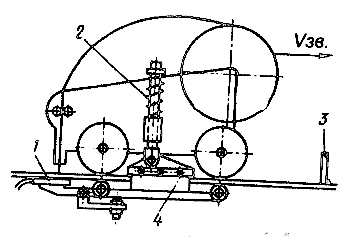 ри
однобічному
зварюванні
листів
поширена технологія
з
використанням
примусового формування
шва із
зворотного
боку
повзунами.
Повзуни
переміщаються
із
зварювальними
головками. Для цього використовуються
трактори
ТС - 30, ТС - 32. В цих тракторах є
спеціальна
підвіска,
на якій
встановлено
міцний
охолоджуваний повзун.
Підвіска
закріплена
на ножовій
тязі.
Ця тяга входить в зазор між
зварюваними
полотнищами.
Полотнища
прихвачені
між
собою планками. Планки по мірі
просування трактора збивають.
Цим
способом зварюють листи товщиною до 10
мм із
зазором 2 –
3 мм.
ри
однобічному
зварюванні
листів
поширена технологія
з
використанням
примусового формування
шва із
зворотного
боку
повзунами.
Повзуни
переміщаються
із
зварювальними
головками. Для цього використовуються
трактори
ТС - 30, ТС - 32. В цих тракторах є
спеціальна
підвіска,
на якій
встановлено
міцний
охолоджуваний повзун.
Підвіска
закріплена
на ножовій
тязі.
Ця тяга входить в зазор між
зварюваними
полотнищами.
Полотнища
прихвачені
між
собою планками. Планки по мірі
просування трактора збивають.
Цим
способом зварюють листи товщиною до 10
мм із
зазором 2 –
3 мм.
1 – мідний повзун; 2 – підвіска; 3 – планка; 4 – ножова тяга
Рисунок 14 – Схема трактора ТС-32
Види секцій корпусів кораблів. Розрізняють наступні види секцій корпусних конструкцій кораблів:
– плоск;
– секції iз згином;
– об’ємні.
Виготовлення плоских секцій і секцій із згином.
При виготовленні плоских секцій їx складання i зварювання здійснюється на плоских стендах за технологією, що розглядалася pанішe. При виготовленні секцій, які мають кривизну, або секцій із згином, листи з обшивки складають з мінімальним зазором, прихвачують і листи прикріпляють до лекал стенда, на якому зварюють. Після чого виконують складання i зварювання елементу жорсткості. Після приварення елементу жорсткості готове полотно приварюють до іншої секції, що була зварена попередньо.
Виготовлення об’ємних секцій.
Для складання об’ємних секцій використовують жорсткі постілі-кондуктори, які підтримують секції не тільки знизу, а й з боків і по всій висоті. Окремі плоскі та об’ємні секції, а потім подають на загальне складання корпусу.
При серійному виробництві малих і середніх суден загальне складання корпусу виконують поточно-позиційним методом. За цим методом судна, що виготовляють переміщуються на спеціальних транспортних засобах з однієї позиції в іншу на потоці.
Великі корпуси кораблів виготовляються в стаціонарному потоці, коли з позиції на позицію переміщаються спеціалізовані бригади робочих.
Схема складання корпусів кораблів.
Зварювальні деформації, які виникають при виготовленні корпуса корабля в значній мірі залежать від схеми складання корпуса. Якщо проводити складання по горизонталі, тобто складати спочатку секції днища, а потім встановлювати горизонтальними шарами всі інші секції, то при зварюванні горизонтів, які йдуть за днищем, кінці нижнього горизонту можуть підніматися, що викликає викривлення корпусу.
В зв’язку з вище перерахованими недоліками, найбільш перспективним методом виготовлення корпусів буде блочний. В цьому випадку процес виготовлення корпусів проходить на стапелі з великих блоків, які є частинами корпусу від кіля до палуби (знизу до верху). По закінченні формування блоків проводять випробування відсіків на герметичність. При виконанні з’єднувальних вертикальних швів використовується зварювання в СО2 , або порошковим дротом з примусовим формуванням шва або з використанням ЕШЗ при товщині стиків більше 14 мм.
Схема блочного складання корабля наступна:

Рисунок 15 – Схема складання корпусу корабля на стапелю блочним методом