

4 Автоматизация и механизация производственных процессов
Важнейшее место в решении одной из главных задач - непрерывном увеличении выпуска металла и качества продукции - занимает автоматизация управления технологическими процессами и производством. Внедрение автоматизации обеспечивает значительный экономический эффект, особенно в черной металлургии. Интенсификация и усложнение металлургических процессов, повышение требований к качеству готовой продукции делают во многих случаях невозможным управление или немыслимо без использования сложных многоуровневых систем автоматизации с применением средств вычислительной техники.
Автоматизация производственных процессов приводит к увеличению выпуска, снижению себестоимости и улучшению качества продукции, уменьшает численность рабочего персонала, повышает надежность и долговечность машин, дает экономию материалов, улучшает условия труда и техники безопасности. Объем технологической автоматизации и выбор состава и структуры АСУ ТП с использованием ЭВМ и децентрализованных систем управления на базе микро- и мини ЭВМ для каждого стана и агрегата в отдельности должны уточняться на стадии разработки технологического задания в зависимости от конкретных условий (объема производства, сортамента, состава оборудования и его эксплуатационных характеристик) и технико-экономической эффективности применения рекомендуемых средств и систем автоматизации.
Автоматизированная система управления технологическим процессом (АСУ ТП) - автоматизированная система управления для выработки и реализации управляющих воздействий на технологический объект управления в соответствии с принятыми критериями управления. Агрегаты цеха холодной прокатки оснащаются средствами автоматического контроля и системами регулирования и управления, обеспечивающими выполнение технологических требований, а также автоматизацию работы механизмов, диагностику неисправностей, учет работы оборудования и готовой продукции. Автоматизация технологического процесса получает особое значение в связи с повышением требований к качеству готового листа. На станах холодной прокатки получают листовую продукцию толщиной от 0,2 мм до 5 мм и шириной от 200 до 2350 мм из рядовых и качественных, углеродистых, низколегированных сталей. Заготовкой служат горячекатаные полосы в рулонах.
Для автоматизации непрерывного стана холодной прокатки используют двухуровневую АСУ ТП, состоящей из центральной ЭВМ и локальных систем управления. Возможно применение трехуровневой структуры АСУ ТП. Среди информационных функций АСУ ТП следует отметить слежение за положением прокатываемого металла (холоднокатаных рулонов, а также концов полосы и ее сварных швов) и учет функций, в том числе определение ее теоретической массы.
4.1 Функции и структура асу тп непрерывного стана 2500 оао «ммк»
К основным управляющим функциям АСУ ТП стана относятся:
- расчет настройки и настройка;
- расчет подстройки и подстройка;
- управление процессом прокатки отдельного рулона.
Станы холодной прокатки относятся к числу прокатных агрегатов с наиболее высокой степенью автоматизации. Практически все непрерывные станы холодной прокатки оснащены комплексными системами автоматического регулирования толщины и натяжения полосы.
Для стана 2500 холодной прокатки характерно следующее:
- использование принципа регулирования жесткости клети в процессе прокатки при сохранении постоянства зазора между валками;
- применение автоматического регулирования толщины полосы (САРТ), позволяющей быстро реагировать на отклонение толщины от заданной;
- применение для измерения зазора между валками высокоточных электромагнитных датчиков положения валков, позволяющих повышать точность полосы по толщине;
- применение системы автоматического регулирования натяжения полосы (САРН), позволяющая регулировать натяжение полосы в смежных межклетевых промежутках. Управляющие функции:
- управление процессом транспортирования рулонов;
- управление разматывателем;
- настройка стана на участке рабочих клетей;
- управление скоростным режимом;
- управление темпом прокатки;
- управление толщиной прокатки;
- регулирование межклетевого натяжения;
- управление гидросбивом рабочих валков;
- управление проводковой арматурой;
- управление моталкой;
- управление процессом передачи рулонов в термическое отделение;
- управление гидроуравновешиванием верхних опорных валков;
- управление перевалочной машиной опорных валков. Информационные функции:
контроль температуры эмульсии;
контроль температуры в подшипниках жидкостного трения (ПЖТ);
- учет и расход подачи охлаждающей жидкости;
- учет и расход энергоносителей;
- анализ механических свойств упрочненного проката. Вспомогательные функции:
- управление очисткой эмульсии;
- управление очисткой масла;
- тестирование и диагностика неисправностей.
На рисунке 4.1 приведена схема рационального объема АСУ ТП стана 2500 холодной прокатки ОАО «ММК».
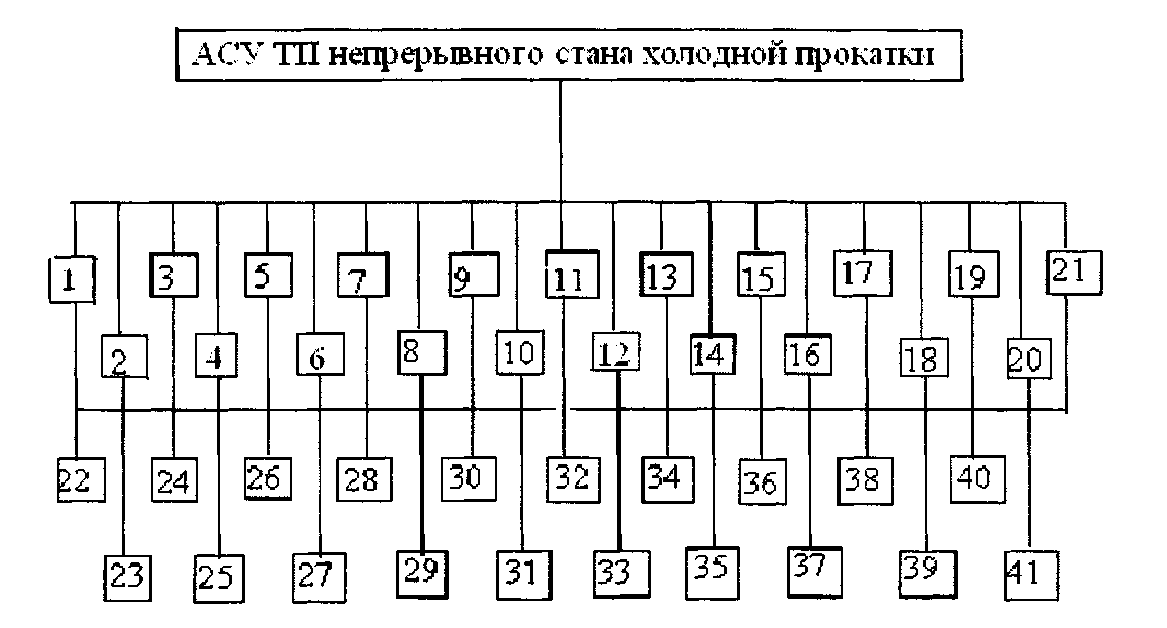
Рисунок 4.1 - Схема АСУ ТП стана холодной прокатки
Системы:
1 - автоматической перевалки валков;
2 - автоматической подачи и уборки полосы;
3 - автоматической задачи полосы в клеть;
4 - автоматического позиционирования механизмов;
5 - автоматического регулирования натяжения полосы между клетью и разматывателем;
6 - автоматического регулирования температуры валков;
7 - автоматической установки параллельности валков;
8 - автоматического управления соосностью валков;
9 - автоматического регулирования скорости прокатки;
10 -автоматического регулирования межклетевых натяжений;
11 - автоматического регулирования толщины полосы;
12 - автоматического регулирования планшетности полосы;
13 - автоматического центрирования полосы;
14 - автоматического регулирования натяжения полосы между клетью и моталкой;
15 - точной остановки барабана моталки;
16 - автоматического регулирования параметров смазочно-охлаждающей жидкости;
17 - расчета и выдачи уставок параметров;
18 - оптимизации процесса прокатки;
19 - слежения за рулонами от разматывателя до маркировочной машины;
20 - сбора, обработки и выдачи технической и производственной информации;
21 - диагностики неисправностей оборудования;
Средства автоматического контроля:
22 - датчики наличия рулонов на разматывателе и моталке;
23 - измеритель диаметра и ширины рулона;
24 - измеритель положения рулона на разматывателе (по оси стана и высоте);
25 - датчик начала и конца полосы;
26 - датчик положения сварного шва;
27 - датчик положения полосы относительно продольной оси стана;
28 - измеритель усилия прокатки;
29 - измеритель крутящего момента на шпинделях;
30 - измеритель усилия устройств гидрорегулирования клетей;
31 - датчик давления рабочей жидкости в гидравлическом нажимном устройстве;
32 - измеритель температуры полосы и валков;
33 - датчик перемещения вспомогательных механизмов;
34 - измеритель зазора между рабочими валками;
35 - измеритель натяжения полосы;
36 - измеритель толщины полосы;
37 - измеритель планшетности полосы;
38 - измеритель скорости полосы;
39 - измеритель длины полосы;
40 - измеритель массы рулонов;
41 - датчики расхода смазочной и охлаждающей жидкости. Устройство и работа САРТиН