

3.2. Арматурні роботи
Арматура використовується для сприйняття, головним чином, розтягувальних напружень в залізобетонній конструкції; вона підрозділяється на робочу, розподільчу та монтажну (рис. 3.5). Щоб відповідати своєму призначенню, арматура повинна точно встановлюватися в проектне положення і жорстко фіксуватися на весь період робіт до затвердіня бетонної суміші.
Арматуру класифікують:
– за матеріалом – стальна та неметалева (остання використовується рідко);
– за технологією виготовлення – гарячекатана діаметром від 6 до 90 мм, холоднотягнута 3…8 мм; обидва види арматури можуть поставлятися у вигляді дроту в бухтах (діаметром до 12 мм), а також окремих стержнів довжиною до 12 м. Крім того, виготовляються також, головним чином для попередньо напружених конструкцій, канати і жмути;
– за профілем – гладка та періодичного профілю;
– за способом роботи в конструкції – попередньо напружена та ненапружена;
– за способом установки – штучна, армокаркаси та сітки, жорстка (із профільних металовиробів ) і дисперсна.
Крім того використовуються закладні деталі, головним чином, для з’єднання елементів.
Найбільш доцільно всі підготовчі операції виготовлення арматурних сіток і каркасів, їх гнуття та з’єднання в об’ємно-просторові елементи виконувати на заводах будівельної індустрії в спеціалізованих арматурних цехах, оснащених сучасними технологічними лініями. Останні дозволяють не тільки механізувати, а й автоматизувати найбільш трудомісткі операції, отримати необхідні арматурні вироби високої якості, а на будівельний майданчик доставляти готові армоблоки та тільки монтувати їх в проектне положення.
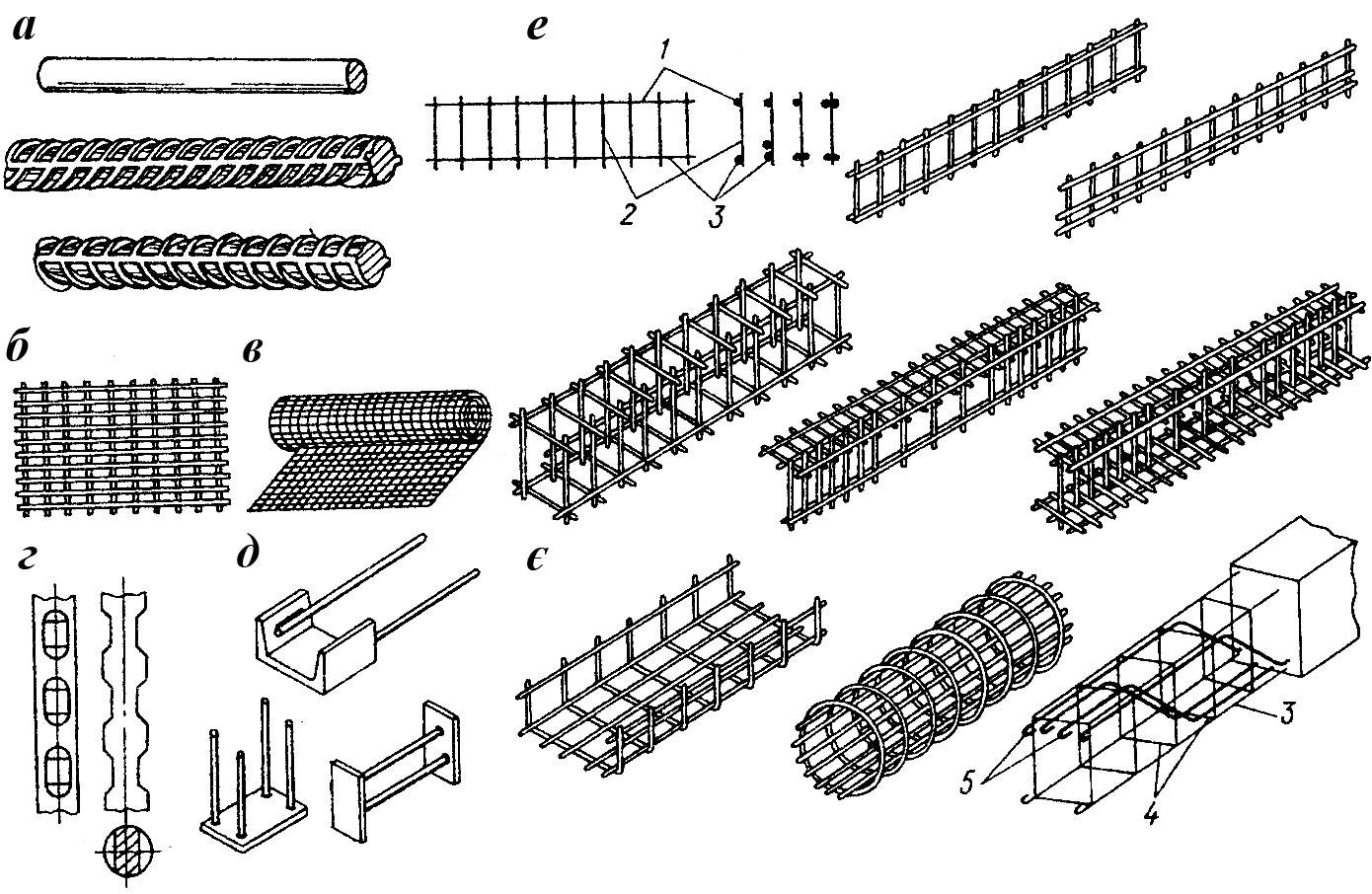
Рис. 3.5. Види арматури: а – арматурні стрижні; б – плоска арматурна сітка; в – рулонна арматурна сітка; г – арматурний дріт періодичного профілю; д – закладні деталі; е – плоскі каркаси; є – просторові каркаси; 1 – верхні монтажні стрижні; 2 – поперечні монтажні й робочі стрижні; 3 – нижні робочі стрижні; 4 – хомути; 5 – кінцеві гаки
Основні технологічні операції з виготовлення сіток і каркасів: правка, очистка, різка, зварювання плоских сіток і каркасів, гнуття і зварювання об’ємно-просторових каркасів (рис. 3.6).
На сучасному технологічному обладнанні всі ці процеси високо механізовані, а багато з них і автоматизовані. Так, сітки із дроту діаметром до 12 мм виготовляються на автоматизованих лініях, на спеціальні пристрої яких краном подають бухти дроту, який в спеціальних станках випрямляється, очищається та або ріжеться в автоматичному режимі на задані розміри, або зразу подається на станки багатоточечного контактного зварювання, де в автоматичному режимі зварюються сітки. Після різання на задані розміри, теж в автоматичному режимі, сітки подаються в накопичувач або скручуються в рулон і подаються на склад готової продукції. При виготовленні сіток і каркасів зі стержневої арматури, діаметр якої від 12 мм і більше, стержні для зменшення відходів спочатку по торцях зварюють на спеціальних станках контактної зварки, а потім, як і дріт, чистять і ріжуть на задані розміри.

Рис. 3.6. Виготовлення арматури: а ‑ схема правильно-відрізного верстата; б ‑ схема механізму правлення і різання арматури; в — лінія контактно-стикового зварювання і різання арматури; г – лінія правлення і різання арматурних стержнів; д ‑ лінія різання арматурних стержнів; е ‑ схема вигинання арматури на механічному верстаті; є ‑ пересувні ручні ножиці з гідроприводом; ж ‑ схема вигинання арматури на верстаті з ручним приводом; з ‑ схема машин контактно-стикового електрозварювання; и ‑ стикове з'єднання у правильному і неправильному режимах зварювання; і ‑ схема машин для контактного точкового електрозварювання; 1 ‑ бухта дроту; 2 ‑ правильний барабан; 3 ‑ електродвигун; 4 ‑ ролики подачі; 5 ‑ те саме, ріжучі; 6 ‑ приймальний стіл; 7 ‑ опора з електровимикачами; 8 ‑ роликовий стіл подачі; 9 ‑ машина контактно-стикового зварювання; 10 ‑ верстат для різання стержнів; 11 ‑ механізм подачі; 12 – механізм різання; 13 ‑ опорний палець; 14 ‑ робочий диск; 15 ‑ стрижень, що вигинається; 16 ‑ центральний ролик; 17 ‑ згинальний ролик; 18 ‑ тримач пакета стержнів; 19 ‑ важіль; 20 ‑ зварювані стержні; 21 ‑ пересувна каретка; 22 ‑ мідні шини; 23 – вторинна обмотка зварювального трансформатора; 24 ‑ електродотримачі; 25 ‑ електроди
Потім на спеціальних станках, якщо є потреба, вигинають і на станках одно– або багатоточечної зварки виготовляють плоскі каркаси та сітки, з яких за необхідністю виготовляють об'ємно-просторові каркаси. Для зварювання об'ємно-просторових каркасів використовуються станки з навісними та гнучкими шлангами та кліщовидними пристроями точечної зварки.
Закладні деталі теж виготовляють в арматурних цехах. Зварювання ведуть автоматами і напівавтоматами під флюсом або іншими сучасними високопродуктивними методами з наступним надійним захистом від корозії.
Готові армовироби транспортують партіями звичайним транспортом на будівельні майданчики. Кожний вид армовиробів має бірку та сертифікат. Навантажувально-розвантажувальні роботи виконуються кранами та іншими вантажо-підйомними машинами. За допомогою кранів вироби монтують у проектне положення (рис. 3.7), виконуючи їхнє зварювання дуговою електродною зваркою або використовуючи більш продуктивне зварювання автоматами і напівавтоматами.
У процесі монтажу особливу увагу приділяють точності установки та фіксації в проектному положенні всіх арматурних виробів, обов'язковому забезпеченню необхідного захисного шару бетону (див. рис. 3.7, в-е) та надійності зварювання монтажних швів. Для фіксування армовиробів у проектному положенні використовують спеціальні пластмасові фіксатори, які надівають на стержні арматури, а також монтажну арматуру. Щоб не зрушити армовироби з проектного положення, для переміщування робочих використовують спеціальні ходові містки, які обпираються беспосередньо на опалубку.
Після монтажу всіх армовиробів у проектне положення відповідно до проекту детально перевіряють виконання робіт за робочими кресленнями, а відхилення від них за допусками нормативних документів (ДБН). Будь-які порушення проекту повинні письмово узгоджуватись з автором проекту та заноситися у виконавчі схеми, складання яких обов'язкове на всі види арматурних робіт.
Виконання операцій з виготовлення арматурних виробів безпосередньо на будівельному майданчику призводить до значного збільшення трудомісткості, зниження якості, тому допускається тільки за невеликих об’ємів робіт з ретельним контролем за якістю їх виконання.
Попереднє напруження монолітних конструкцій виконують стержнями або канатами з натягом і фіксуванням їх на спеціальні упори або безпосередньо на затверділий бетон (див. рис. 3.7, є-и). Натяг арматури виконують механічними методами за допомогою домкратів або інших спеціальних пристроїв та термічним методом, де подовження арматури досягається за рахунок її електронагрівання. Фіксування розтягнутої арматури виконують спеціальними пристроями. При натягу арматури на бетон у процесі бетонування конструкції залишають наскрізні полості, в які заводять арматуру, розтягуючи її, та фіксують безпосередньо на бетон. А потім полості ін’єктують дрібнозернистою бетонною сумішшю. В окремих випадках на унікальних спорудах ін’єктування не виконують (Останкінська телевежа), а в процесі експлуатації слідкують за напруженням канатів.
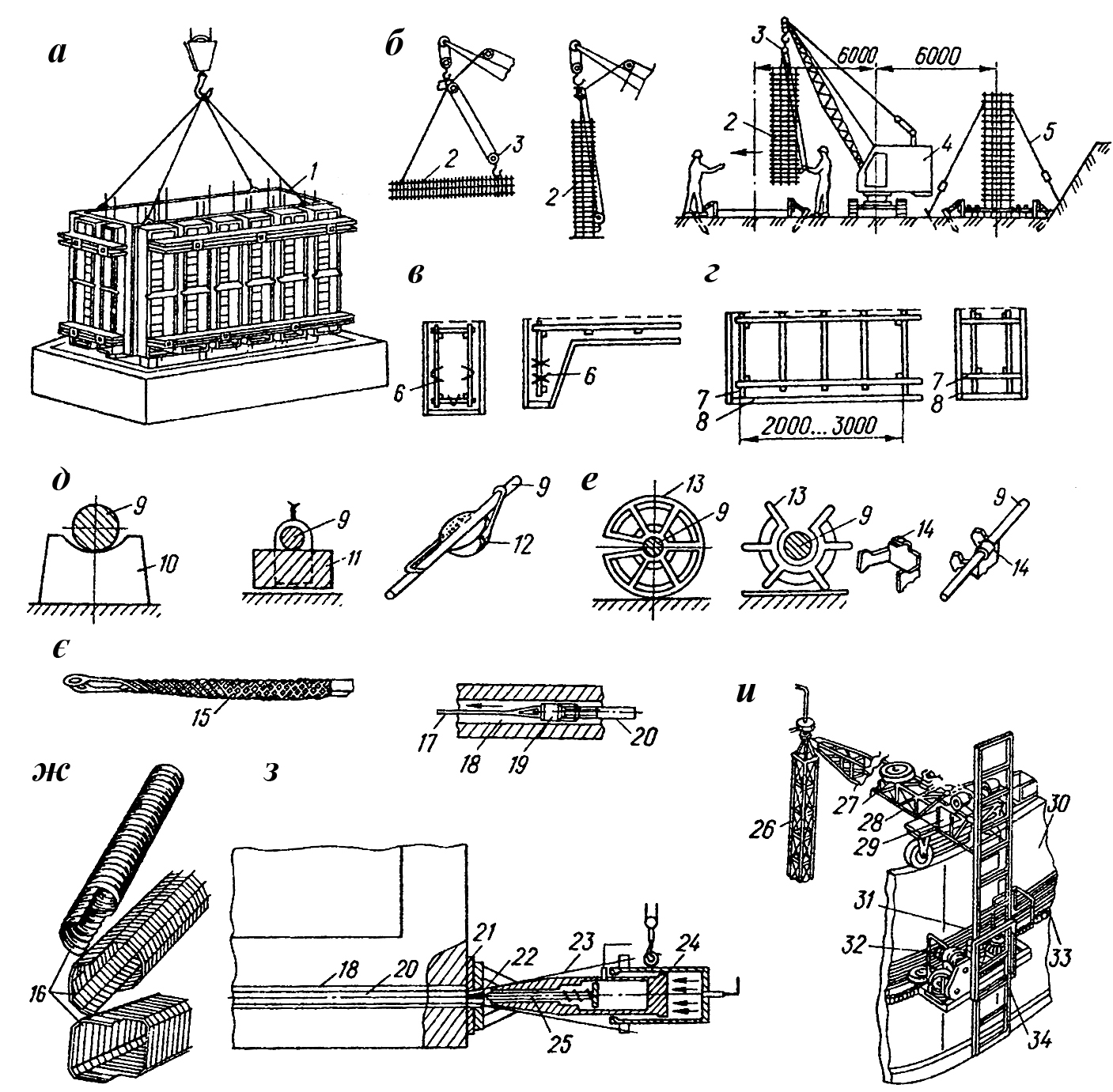
Рис. 3.7. Монтаж арматури: а ‑ монтаж арматурно-опалубного блока; б ‑ монтаж арматурного блока підколонника; в ‑ улаштування захисного шару за допомогою упорів; г ‑ те саме, із застосуванням подовжених стержнів; д ‑ те саме, із застосуванням бетонних підкладок; е ‑ те саме, із застосуванням пластмасових і металевих фіксаторів; є ‑ схема затягування напружуваної арматури в канал; ж ‑ каналоутворювачі; з ‑ схема розміщення домкрата подвійної дії для натягування арматури; и ‑ машина для навивання напружуваної арматури; 1 ‑ арматурно-опалубний блок; 2 ‑ арматурний блок; 3 – напівавтоматичні стропи; 4 ‑ стріловий кран; 5 ‑ розтяжка; 6 ‑ упори з арматурного дроту; 7 ‑ подовжені арматурні стержні; 8 — опалубка; 9 ‑ стержень арматури; 10 – бетонна підкладка; 11 ‑ те саме, із скруткою дроту; 12 ‑ те саме, з пружинними скобами; 13 ‑ пластмасові фіксатори; 14 ‑ металеві штамповані підкладки; 15 ‑ гумовий каналоутворювач із петлею для його витягування; 16 ‑ рифлені каналоутворювачі із сталевої стрічки; 17 ‑ трос; 18 — канал; 19 ‑ човник; 20 ‑ напружувана арматура; 21 ‑ плита; 22 ‑ клиноподібна пробка; 23 ‑ пучок дроту; 24 ‑ циліндр з поршнем для натягування дротин пучка; 25 ‑ те саме, для запресовування клиноподібної пробки; 26 – центральна опора; 27 ‑ бухтотримач; 28 ‑ стріла; 29 ‑ верхній візок; 30 ‑ стінова панель; 31 ‑ намотувана напружувана арматура; 32 ‑ нижній візок; 33 ‑ ланцюг; 34 ‑ вертикальна рама машини
Розтягнуту арматуру знімають з упорів, а силу натягу передають на бетон виробів після його затвердіння та набуття необхідної міцності. Контроль величини напруження виконують за величиною деформації або силами (у домкратах через величину тиску в системі) напруження, що передаються на арматуру.
Зварювальні роботи під час заготовляння та монтажу арматури виконують різноманітними способами, вибираючи в конкретних умовах найбільш ефективний (рис. 3.8).
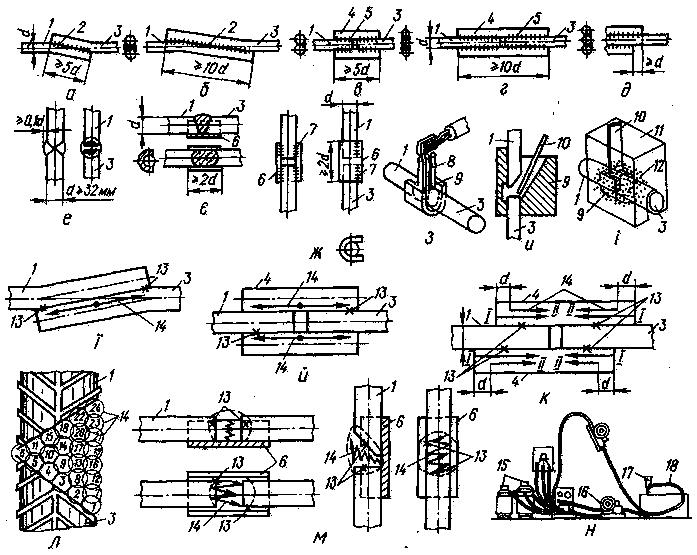
Рис. 3.8. Зварні з'єднання арматурних стержнів: а ‑ з'єднання внапусток двома косими швами; б ‑ те саме, одним косим швом; в ‑ з'єднання з круглими накладками чотирма фланговими швами; г ‑ те саме, двома фланговими швами; д ‑ те саме, стержнів із сталі класу А-ІУ; е ‑ з'єднання вертикальних стрижнів без підкладок; є ‑ з'єднання горизонтальних стрижнів із скобами-підкладками; ж ‑ те саме, вертикальних стержнів із скобами-підкладками; з ‑ багатоелектродне ванне зварювання горизонтальних стрижнів; и ‑ одноелектродне ванне зварювання стержнів у рознімній формі; і ‑ схема ванного електрошлакового зварювання; і ‑ порядок зварювання стрижнів унапусток; й ‑ те саме, з накладками; к ‑ те саме, зі сталі класу А-ІУ; л ‑ порядок плавлення шарів багатошарового шва під час з'єднання вертикальних стержнів без підкладок; м ‑ порядок зварювання стержнів із скобами-підкладками; н – шланговий напівавтомат; 1, 3 – зварювані стержні; 2 ‑ косий шов; 4 ‑ кругла накладка; 5 ‑ фланговий шов; 6 ‑ скоба-підкладка; 7 ‑ додатковий зварний шов; 8 ‑ гребінка електродів; 9 ‑ форма; 10 ‑ електрод; 11 ‑ огорожа; 12 ‑ флюс; 13 ‑ місця прихватки; 14 ‑ напрямок зварювання; 15 ‑ джерело струму; 16 ‑ касета з електродним дротом; 17 ‑ місткість для флюсу; 18 ‑ гнучкий провід
Зварювання подовжніх стержнів виконують через їх торці на контактних стикових машинах, зажимаючи стержні в спеціальних губках та приводячи їх зварювані торці вдотик, одночасно включаючи струм. За рахунок високої інтенсивності струму торці розплавляються до пластичного стану та, стискаючись, надійно з’єднуються.
Для утворення хрестоподібних з’єднаннь при виготовленні каркасів і сіток застосовують контактне точкове зварювання. Тут також використовують струм великої сили (інтенсивності), який через мідні електроди пропускають крізь зажаті між ними зварювані стержні. У цьому місці метал також доводиться до пластичного стану (частково оплавлюється) та за рахунок стиснення в такому стані стержні в точці контакту з’єднуються.
Електродугове зварювання найчастіше використовується для різноманітних з’єднань арматури безпосередньо у період її монтажу на будівельному майданчику. Використовуються апарати перемінного току (трансформатори) та агрегати постійного току. Останні дещо складніші в експлуатації, однак при використанні відповідних електродів та інших зварювальних матеріалів забезпечується краща якість шва (краща пластичність і міцність). Тому останні використовуються для конструкцій, що сприймають динамічні навантаження, та інших зварюваних елементів. Використовують електроди, які являють собою сталевий дріт відповідного діаметра та хімічного складу з спеціальною обмазкою.
Тип електрода забезпечує відповідну міцність зварного шва, а його марка гарантує відповідний хімічний склад обмазки, а в кінцевому результаті – відповідні якісні характеристики зварного шва. Крім електродів у електродуговому зварюванні можуть також використовувати електрозварювальну проволоку, виконуючи зварювання під флюсом або спеціальним порошковим дротом, в якому флюс знаходиться в його сердечнику. Електродугове зварювання виконують подовжніми катетами, які накладаються з однієї, а якщо є доступ, то з двох сторін, з'єднуваних внакладку стержнів, або з допомогою спеціальних додаткових накладок. Крім того, можуть виконувати ванно-шовне з'єднання торців стержнів, використовуючи для цього незйомні сталеві ванни-підкладки або зйомні багаторазового використання мідні або графітові для ванної зварки. Ванна зварка значно економічніша як за трудомісткістю, так і за витратою матеріалів, але потребує високої кваліфікації зварювальників та належного контролю за їх роботою. Зварні з'єднання арматури повинні забезпечити міцність та жорсткість виробів, їх надійну сумісну роботу, тому до зварних з'єднань ставляться досить високі вимоги. Подовжні зварні шви робочої арматури повинні мати дещо більшу міцність, ніж будь-який перетин цієї арматури (розрив повинен іти по арматурі, а не по шву). Головні вимоги до зварних з'єднань установлюються проектом (робочими кресленнями) та відповідними нормативними документами.
Якість зварних з’єднань забезпечується добре відпрацьованою технологією виконання робіт і належним контролем за їх виконанням. Під час зварювання арматурних елементів, крім основного журналу робіт, обов’язково ведеться також журнал зварювальних робіт арматурних елементів, в якому чітко фіксуються всі особливості виконання зварювальних операцій для забезпечення їх належної якості.
У журнал обов’язково заносяться прізвища та професіональна характеристика кожного зварювальника. Він повинен мати відповідну кваліфікацію та вміння зварювати за технологією, яка застосовується, та пройти відповідне випробування. Зварені контрольні зразки випробовуються на розривній машині, вони повинні показати потрібну міцність. У журнал заносяться також апаратура, яка використовується в процесі, та характеристики відповідних зварювальних матеріалів (електроди, зварювальний дріт, флюс та інші). У журналі наводиться також список інженерно-технічного персоналу, зайнятого виконанням (організацією та контролем) зварювальних робіт, та відомості про кваліфікацію кожного з них. Кожен вид виконуваних робіт щоденно записується в журнал з чіткою фіксацією місця кожного шва, прізвищ зварювальників і контролюючих, підписами, які засвідчують, що шви зварені за установленою технологією у відповідності до вимог робочих креслень та нормативних документів.
Контроль якості зварювання арматури ведеться у відповідності з складеним і затвердженим операційним контролем якості з детальною перевіркою правильності виконання кожної операції. Приймальний контроль ведеться як візуальним оглядом кожного звареного з'єднання, так і неруйнівними методами контролю (ультразвук, рентген та ін.), а також вибірковою вирізкою та перевіркою окремих стиків на розрив руйнівними методами.
За результатами прийому зварювальних з'єднань і правильністю установки опалубки та арматури в цілому комісія у складі уповноважених виконавця (виконроба, майстра), представників проектної організації та замовника складають і підписують акт прийому скритих робіт. Тільки після усунення всіх виявлених недоліків дозволяється виконувати наступні роботи – бетонування цих конструкцій.