

Виробничий цикл


Час
виробництва
Час
перерв





Тривалість
технологічних
операцій
Тривалість
природних
процесів
У
робочий час
У
неробочий час




Тривалість
допоміжних
операцій




Підготовчо-завершальних;
транспортних;
контрольних;
складських
Рис. 2.1. Структура виробничого циклу
Конкретна структура виробничого циклу залежить від особливостей продукції, технологічних процесів її виготовлення, типу виробництва та деяких інших факторів. У безперервних виробництвах (хімічному, металургійному і т. п.) найбільшу частку у виробничому циклі займає час виробництва. У дискретних виробництвах істотну частку виробничого циклу становлять перерви. Особливо тривалими є перерви в одиничному виробництві, меншими - в серійному й мінімальними — у масовому.
2.2. Розрахунок виробничого циклу простого процесу.
Виробничий цикл можна обчислювати як для окремих предметів (деталей, вузлів, виробів), так і для цілих партій. Визначення циклу здійснюється за складовими його елементами. Для виробів із тривалим циклом величина виробничого циклу обчислюється в календарних днях, у цьому разі враховуються всі перерви. Короткі цикли (до 5 днів) обчислюються в робочих днях без урахування вихідних.
Основною складовою виробничого циклу є тривалість технологічних операцій, яка становить технологічний цикл. Технологічний цикл обробки партії предметів на одній операції дорівнює:
![]() (2.1)
(2.1)
де Тт – технологічний цикл в одиницях часу (хв.);
п – кількість предметів у партії;
t – тривалість обробки одного предмета, хв..;
М – кількість робочих місць, на яких виконується операція.
Технологічний цикл партії предметів, які оброблюються на кількох операціях, залежить від того, як поєднується виконання операцій над предметами партії. Існує три способи поєднання операцій технологічного процесу (три способи передачі предметів): послідовний, паралельний, паралельно-послідовний. (рис. 2.2.)
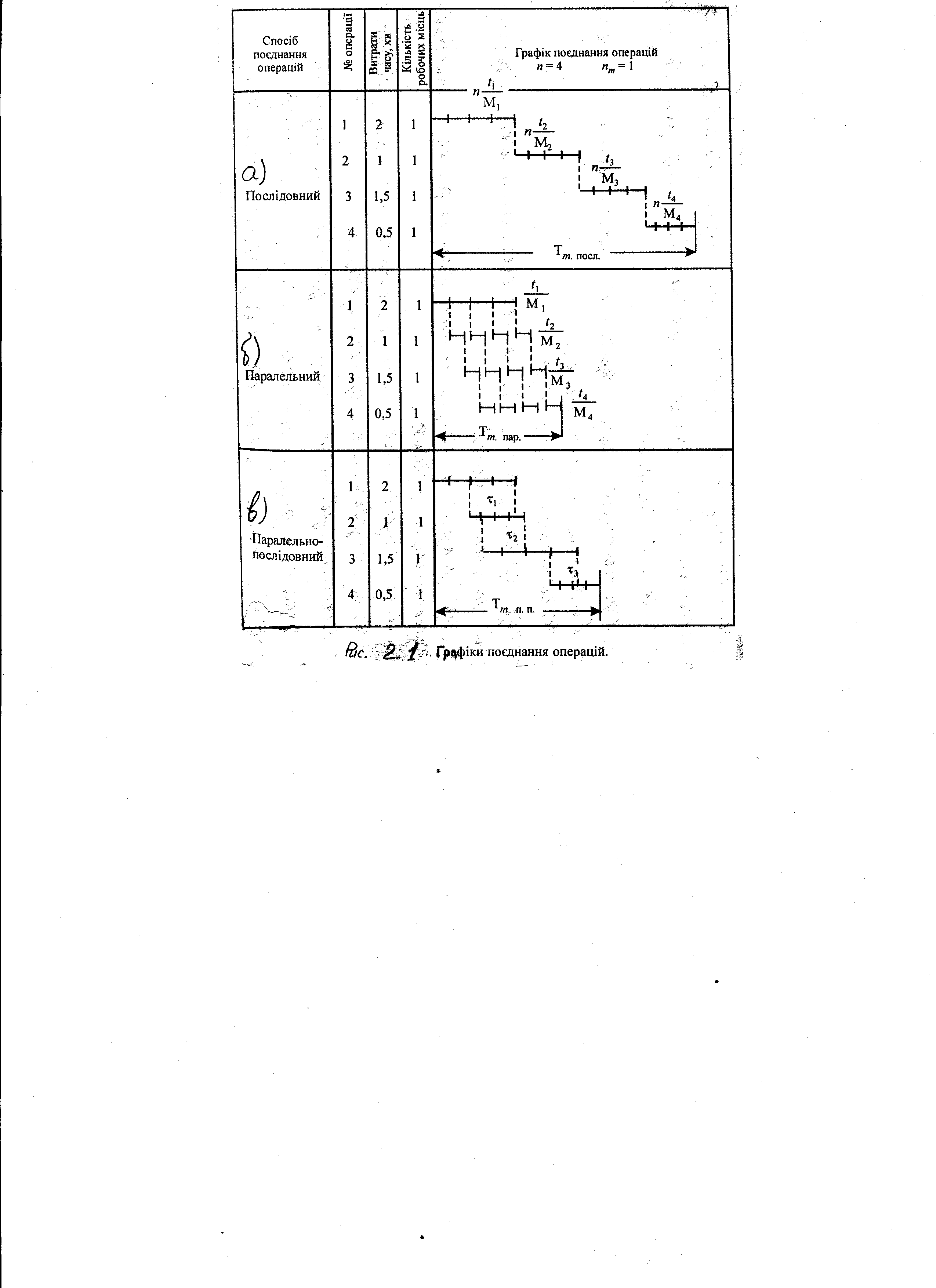
Рис. 2.2. Графіки поєднання операцій
Послідовне поєднання операцій полягає в тім, що вироби передаються на кожну наступну операцію цілою партією після обробки її на попередній, устаткування в цьому випадку, працює без простоїв в межах обробки партії виробів. (рис.2.2., а)
Технологічний цикл за такого поєднання операцій обчислюється за формулою
![]() (2.2)
(2.2)
де т – кількість операцій технологічного процесу (і=1,2...т)
За даними графіка розрахуємо
Тт.посл. = 4 х (2+1+1,5+0,5) = 20 хв.
Послідовне поєднання операцій є досить простим за своєю організацією. Перевагою послідовного руху є відсутність простоїв устаткування в межах обробки однієї партії виробів, недоліком – значна тривалість циклу обробки, бо кожний предмет лежить, чекаючи обробки всієї партії. Цей вид руху застосовується в одиничному та серійному виробництвах.
Паралельне поєднання операцій характеризується тим, що кожний предмет праці після закінчення попередньої операції відразу передається на наступну операцію й оброблюється. Отже предмети однієї партії виготовляються паралельно на всіх операціях.
Малогабаритні нетрудомісткі предмети можуть передаватися не поштучно, а транспортними партіями – пт. За поштучного передавання пт= 1. (рис. 2.2., б).
Технологічний цикл в цьому разі дорівнює тривалості обробки партії предметів на максимально трудомісткій операції і транспортної партії – на решті операцій
![]() (2.3)
(2.3)
За даними графіка розрахуємо
Тт.пар. =1 х (2+1+1,5+0,5)+(4-1)х2=11хв.
Отже, при організації паралельних робочих місць, крім того, що зникають простої устаткування, різко скорочується технологічний цикл проти послідовного, при цьому, якщо тривалість операцій не однакова і не кратна, тобто, коли вони не синхронізовані, то на всіх операціях, крім операції з максимальною тривалістю (операції 2,3,4), виникають перерви в роботі.
Паралельне поєднання операцій застосовується у масовому та великосерійному виробництвах.
Паралельно – послідовне поєднання операцій (змішане) відрізняється тим, що обробка предметів праці на наступній операції починається до закінчення обробки всієї партії на попередній, але за умови, щоб партія оброблялась на кожній операції безперервно. (рис.2.2., в).
З графіка видно, що технологічний цикл за паралельно – послідовного поєднання операцій коротший за цикл послідовного поєднання на час паралельного виконання суміжних операцій , тобто
![]() і
(2.4)
і
(2.4)
де - час паралельного виконання суміжних операцій, який дорівнює добутку кількості деталей без однієї транспортної партії та тривалості меншої операції
=
(п-пт)
х![]() (2.5)
(2.5)
Для т операцій таких суміщень буде т-1. Тоді остаточно запишемо
![]() (2.6.)
(2.6.)
За даними графіка розрахуємо
Тт.п.п.=
20-(4-1)![]() (1+1+0,5)=12,5хв.
(1+1+0,5)=12,5хв.
Тривалість циклу при цьому поєднанні операцій дещо більша, ніж при паралельному і значно менша, ніж при послідовному. Застосовується цей метод, коли предмети обробляють великими партіями, що відповідає умовам великосерійного виробництва.