

4 Зубчатые цилиндрические передачи График для определения базового числа циклов перемены напряжений
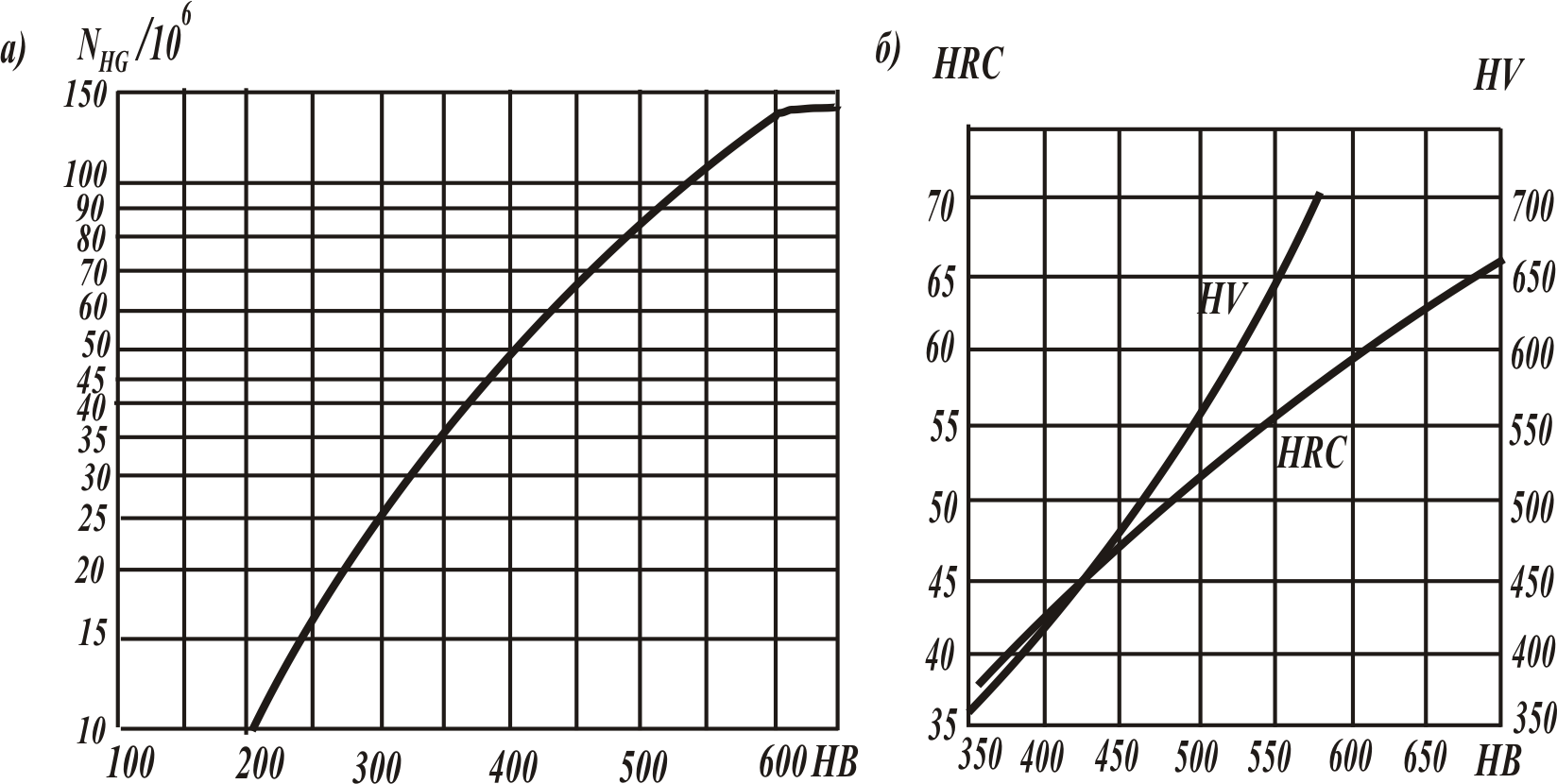
Рисунок 4.1
Т аблица 4.1. [2] – Механические характеристики сталей, рекомендуемых для зубчатых колес,виды их термообработки
Марка стали* |
Размер сечения S, мм, не более |
Механические свойства (при поверхностной закалке в и т относятся к сердцевине) |
Термообработка |
Ориентировочный режим термообработки (З – закалка; О – отпуск, с указанием температуры нагрева и охлаждающей среды: М – масло, В – вода, Н - нормализация |
|||
Твердость** |
Предел прочности в, МПа |
Предел текучести, т, МПа |
|||||
поверхности |
сердцевины |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
Заготовка – поковка (штамповка или прокат) |
|||||||
40 |
60 |
192…228 НВ |
|
700 |
400 |
Улучшение |
З, 840…860С, В, О, 550…620С, |
45 |
80
100
60
|
170…217HB 192…240 HB 241…285 HB |
- |
600
750
850
|
340
450
580
|
Нормализация Улучшение
Улучшение
|
Н, 850…870С
З, 820…840С, В, О, 560…600С З, 820…840С, В, О, 520…530С |
50 |
80
80
|
179…228 HB 228…255 HB |
- |
640
700…800
|
350
530
|
Нормализация Улучшение
|
Н, 840…860С
З, 820…840С, О, 560…620С |
40Х |
100
60
60
|
230…260 HB 260…280 HB 50…59 HRC |
-
-
26…30 HRC |
850
950
1000
|
550
700
800
|
Улучшение
Улучшение
Азотирование |
З, 830…850С, О, 540…580С З, 830…850С, О, 500С То же с последующим мягким азотированием |
45Х |
100
100…300
300…500
|
230…280 HB 163…269 HB 163…269 HB |
-
-
-
|
850
750
700
|
650
500
450
|
Улучшение
Улучшение
Улучшение
|
З, 840…860С, М, О, 580…640С То же
То же
|
20Х |
60 |
56…63 HRC |
- |
650 |
400 |
Цементация |
З, О |
Продолжение таблицы 4.1
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
40ХН |
100
100…300
40
|
230…300 НВ 241 HB 48…54 HRC
|
-
-
-
|
850
800
1600
|
600
580
1400
|
Улучшение
Улучшение
Закалка
|
З, 820…840С, М, О, 560…600С З, 820…840С, М, О, 560…600С З, 820…840С, М, О, 180…200С |
35ХМ |
100
50 40
|
241 HB
269 HB 45…53 HRC |
-
- -
|
900
900 1600
|
800
800 1400
|
Улучшение
Улучшение Закалка
|
З, 850…870С, М, О, 600…650С То же З, 850…870С, М, О, 200…220С |
40ХНМА |
80
300 |
302 HB
217 HB |
-
- |
1100
700 |
900
500 |
Улучшение
Улучшение |
З, 830…850С, М, О, 600…620С То же |
35ХГСА |
150
60
40 30
|
235 HB
270 HB
310 HB 46…53 HRC |
-
-
- -
|
760
980
1100 1700… 1950 |
500
880
960 1350… 1600 |
Улучшение
Улучшение
Улучшение Закалка
|
З, 850…880С, М, О, 640…660С З, 850…880С, М, О, 500С То же З, 860…880С, М, О, 200…250С |
12ХН3А |
60 |
56…63 HRC |
- |
900 |
700 |
Цементация |
З, О |
25ХГТ |
- |
58…63 HRC |
- |
1150 |
950 |
Цементация |
З, О |
38ХМЮА |
- |
57…67 HRC |
30…35 HRC |
1050 |
900 |
Азотирование |
Закалка, улучшение |
Стальное литье |
|||||||
45Л |
- |
- |
- |
550 |
320 |
Нормализация |
Н, О |
30ХНМЛ |
- |
- |
- |
700 |
550 |
Нормализация |
Н, О |
40ХЛ |
- |
- |
- |
650 |
500 |
Нормализация |
Н, О |
35ХМЛ |
- |
- |
- |
700 |
550 |
Нормализация |
Н,О |
В обозначениях сталей первые цифры – содержание углерода в сотых долях процента; буквы – легирующие элементы: Г – марганец, М – молибден, Н – никель, С – кремний,
Т – титан, Х – хром, Ю – алюминий; цифры после буквы – процент содержания этого элемента, если оно превышает 1%. Обозначение высококачественных сталей дополняется буквой А; стального литья – Л в конце.
** При нормализации, улучшении и объемной закалке твердости поверхности и сердцевины близки. Ориентировочно НВ 0,285 в.
Таблица 4.2 [2] – Параметры пределов контактной и изгибной выносливости
Нlim, Flim; коэффициенты безопасности
[F]max,** МПа |
2,74HB |
1400 |
1260 |
1430 |
1000 |
1200 |
1250 |
Примечания: * Распространяется на все сечения зуба и часть тела зубчатого колеса под основанием впадины. ** Приведен диапазон значений твердости, в котором справедливы рекомендуемые зависимости для пределов выносливости и предельных допускаемых напряжений (рассчитывают по средним значениям твердости в пределах допускаемого отклонения, указанного в таблице 4.1); HRCПОВ – твердость поверхности; HRCСЕРДЦ – твердость сердцевины.
|
||||
[Н]max,** МПа |
2,8Т |
40HRCПОВ |
40HRCПОВ |
30HRCПОВ |
40HRCПОВ |
|||||||
SF |
1,75 |
1,75 |
1,5 |
|||||||||
Flim**, МПа |
1,8HB |
550 |
900 |
650 |
550 |
12HRCСЕРДЦ +300 |
750 |
1000 |
750 |
|||
SH min |
1,1 |
1,2 |
||||||||||
Нlim**, МПа |
2HB+70 |
18HRC +150 |
17HRCПОВ +200 |
1050 |
23HRCПОВ |
|||||||
Группа сталей |
40, 45, 40X; 40XH; 45ХЦ; 35ХМ и др. |
40X, 40XH, 45ХЦ, 36ХМ и др. |
55ПП, У6, 35ХМ |
40Х, 40ХН и др. |
35ХМ,40Х, 40ХН и др. |
35ХЮА |
38ХМЮА,40Х, 40ХФА, 40ХНМА и др. |
Цементуемые стали всех марок |
Молибденовые стали 25ХГМ, 25ХГНМ |
Безмолибденовые стали 25ХГТ, 35Х и др |
||
Твердость зубьев Н** |
в серд- цевине |
180…350 НВ |
45…55 HRC |
25…55 HRC |
45…55 HRC |
24…40 HRC |
30…45 HRC |
30…45 HRC |
|
|||
на поверхности |
56…63 HRC |
45…55 HRC |
45…55 HRC |
55…67 HRC |
50…59 HRC |
55…63 HRC |
57…63 HRC |
|
||||
Термообработка |
Нормализация, улучшение |
Объемная закалка |
Закалка т.в.ч. по всему контуру (модуль mn3мм) |
Закалка т.в.ч. сквозная с охватом впадины (модуль mn<3мм*) |
Азотирование |
Цементация и закалка |
Нитроцементация и закалка |
|||||
Таблица 4.3 [2] – Коэффициенты ширины колеса относительно межосевого расстояния ba и ширины колеса относительно диаметра bd
Расположение колес относительно опор |
Рекомендуемые значения |
Твердость рабочих поверхностей зубьев |
|
НВ2 350 |
НRС1 и HRC2 > 35 |
||
Симметричное |
ba |
0,3 ... 0,5 |
0,25 ... 0,3 |
bd max |
1,2 ... 1,6 |
0,9 ... 1,0 |
|
Несимметричное |
ba |
0,25 ... 0,4 |
0,2 ... 0,25 |
bd max |
1,0 ... 1,25 |
0,65 ... 0,8 |
|
Консольное |
ba |
0,2 ... 0,25 |
0,15 ... 0,2 |
bd max |
0,6 ... 0,7 |
0,45 ... 0,55 |
|
Примечания.