

Методы решения задач оптимального проектирования. Методы классического анализа.
Методы исследования функций классического анализа представляют собой классические методы дифференциального исчисления.
Экстремум целевой функции Q(х) находят из необходимого условия его существования, состоящего в том, что производная в точке экстремума равна нулю. Тогда оптимальное решение Х* можно найти из системы уравнений:
![]()
![]() (3.4)
(3.4)
Для того чтобы определить, является ли Х* точкой максимума или минимума, используют достаточные условия существования экстремума.
Если уравнения (3.4) нелинейные, то решить их систему аналитическим путем удается редко. В этом случае используют ЭВМ и соответствующие численные методы или методы нелинейного программирования.
Проиллюстрируем реализацию методов классического анализа на примере распределения припуска между проходами при фрезеровании у деталей ЛА наружных контуров, контуров окон, выступов (рис3.14.).
Примем в качестве критерия оптимальности машинное время станка при снятии припуска в один или два прохода, а в качестве ограничивающих зависимостей формулы расчета режимов резания.
Время обработки Тк наружного контура, контура окна или выступа длины Lобр будет
![]() (3.5)
(3.5)
где Z – количество зубьев фрезы; n – частота вращения шпинделя; S’z – подача на зуб чернового прохода; S”z – подача на зуб чистового прохода.
При черновом проходе резание должно быть максимально интенсивным, т.е. величину S’z можно определить по формуле:
S’z=Ct,bDB-0,2t-0,5 мм/зуб, (3.6)
где Ct,b=0,008 (для конструкционных сталей) и 0,024 (для алюминиевых сплавов) при обработке их быстрорежущим инструментом; D – номинальный диаметр фрезы; B – высота фрезерования; t – припуск.
При чистовом проходе S”z необходимо выбрать таким, чтобы упругие деформации режущего инструмента (фрезы) не вызывали погрешности обработки больше допустимых. Для расчета S”z можно воспользоваться формулой:
 (3.7)
(3.7)
Где C[Δ] = 4,65·104 (для алюминиевых сплавов), C[Δ] = 0,7·104 (для сталей с σв = 900-1000 МПа); [Δ] – положительный допуск на выполняемый размер; D1 – приведенный диаметр сечения фрезы, т. е такой диаметр, осевой момент инерции которого равен осевому моменту инерции фрезы; L – длина режущей части фрезы; В – высота фрезерования; Z – количество зубьев; t – Припуск.
Для определения времени обработки подставим в формулу (3.5) выражения (3.6) и (3.7):
 (3.8)
(3.8)
Где t0 – общий припуск на обработку; t – припуск на черновой проход.
Штамповка
по АМТУ 505-64, группа контроля 1
Допуск
на свободные размеры по 722АТ
Допуски
на штамповку по АИ-1985,5 класс
Острые
кромки скруглить R1
Проверить
отсутствие дефектов после анодирования
с наполнением хром. лупой 4,кратного
увеличения
Ультразвуковой
контроль
Деталь
упрочнить по инструкции ВИАМ №94969
Расстояния
между Б.О. выполнить по 2 классу
Рис.3.14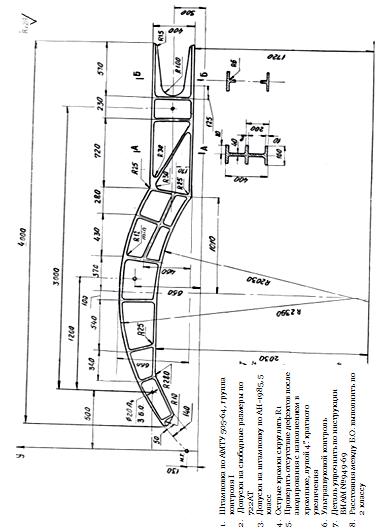
Обозначим
![]()
Тогда формула (3.8) примет вид
Tk = a1t0,5+a2(t0-t)1,16
Время
Tk
будет минимальным, если
![]() ,
т.е.
,
т.е.
0,5a1t0,5 – 1,16a2(t0-t)0,16 = 0
или
Решая это уравнение, находим требуемое решение. Среди положительных корней следует выбрать тот, которому соответствует наименьшее время обработки Tk. Если найденное t отличается от t0 на величину, не превышающую [Δ], то припуск t0 можно снять за один проход.