

Этапы жизненного цикла изделий и развитие cals.
К этапам ЖЦИ относятся маркетинговые исследования, проектирование, технологическая подготовка производства (ТПП), собственно производство, послепродажное обслуживание и эксплуатация продукции, утилизация. Специфика задач, решаемых на различных этапах жизненного цикла изделий, обусловливает разнообразие применяемых АС.
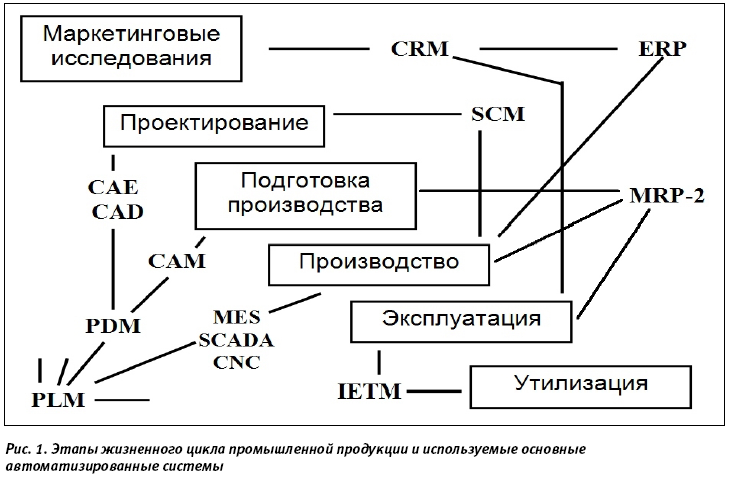
Основные этапы ЖЦИ и типы применяемых на них АС представлены на рисунке 3.6.
Цель маркетинговых исследований —анализ состояния рынка, прогноз спроса на планируемые к производству изделия, определение достигнутого уровня их технических характеристик.
На этапе проектирования принимаются решения относительно принципов функционирования изделия, разрабатываются геометрические модели и чертежи, производятся необходимые расчеты, выполняются моделирование и оптимизация параметров и т.п. Этап проектирования включает все необходимые стадии, начиная с внешнего проектирования, выработки концепции (облика) изделия и кончая испытаниями пробного образца или партии изделий. Внешнее проектирование обычно включает разработку технического и коммерческого предложений и формирование технического задания (ТЗ) на основе результатов маркетинговых исследований и/или требований, предъявленных заказчиком. На стадии внутреннего проектирования создается проектная документация, необходимая для производства изделия.
Рис.3.6
Этапы
жизненного цикла промышленной продукции
и используемые основные автоматизированные
системы
На этапе подготовки производства разрабатываются маршрутная и операционная технологии изготовления деталей, реализуемые в программах для станков с ЧПУ; проектируются технологии сборки, монтажа изделий, контроля и испытаний.
На этапе производства осуществляются календарное и оперативное планирование; приобретение материалов и комплектующих с их входным контролем; механообработка и другие производственные операции и процедуры; контроль результатов обработки; сборка; испытания и итоговый контроль. На этапах проектирования, ТПП и производства нужно обеспечить выполнение предъявляемых к производимому продукту требований с минимизацией материальных и временных затрат и с заданной степенью надежности изделия, что необходимо для достижения успеха в конкурентной борьбе в условиях рыночной экономики. Эффективность выполнения этих этапов подразумевает достижение высоких показателей качества продукции, снижение ее себестоимости, сокращение сроков проектирования и производства, а также обеспечение удобства освоения и снижения затрат на будущую эксплуатацию изделий. Особую важность требования удобства эксплуатации имеют для сложной техники, например, в таких отраслях, как авиа- или судостроение.
Автоматизация на этапе проектирования выполняется системами автоматизированного проектирования (САПР). САПР — сложные системы, состоящие из ряда подсистем.
В машиностроительных отраслях промышленности подсистемы САПР группируются в системы функционального, конструкторского и технологического проектирования. Системы функционального проектирования называют системами расчетов и инженерного анализа или системами CAE (Computer Aided Engineering), системы конструкторского проектирования — системами CAD (Computer Aided Design). Проектирование технологических процессов выполняется в автоматизированных системах технологической подготовки производства (АС ТПП), входящих как составная часть в системы CAM (Computer Aided Manufacturing). Для решения проблем совместного функционирования компонентов САПР различного назначения, координации работы систем CAE/CAD/CAM, управления проектными данными и проектированием разрабатываются системы, получившие название систем управления проектными данными PDM (Product Data Management). Системы PDM либо входят в состав модулей конкретной САПР, либо имеют самостоятельное значение и могут работать совместно с разными САПР.
Управление в промышленности реализуется с помощью автоматизированных систем управления (АСУ). Различают автоматизированные системы управления предприятием (АСУП) и автоматизированные системы управления технологическими процессами (АСУ ТП).
К АСУП относятся системы планирования и управления предприятием ERP (Enterprise Resource Planning), планирования производства и требований к материалам MRP-2 (Manufacturing Resource Planning), управления цепочками поставок SCM (Supply Chain Management), управления отношениями с заказчиками и покупателями CRM (Customer Requirement Management), причем часто системы MRP-2, SCM и CRM рассматривают как подсистемы более общей системы ERP. Поэтому наиболее развитые системы ERP выполняют различные бизнес-функции, связанные с планированием производства, закупками, сбытом продукции, анализом перспектив маркетинга, управлением финансами, персоналом, складским хозяйством, учетом основных фондов и т.п.
Системы MRP-2 (самостоятельные или в составе ERP) предназначены для управления производством, оперируют информацией о материальных потоках и сопровождающих их в процессе производства информационных потоках, т.е. ориентированы на логические бизнес-функции, непосредственно связанные с производством.
Системы SCM предназначены для обеспечения эффективного управления материальными и соответствующими им информационными потоками: от поставщиков сырья и комплектующих через производство до продажи готовых изделий конечному потребителю; главной целью управления является минимизация издержек.
Системы CRM используются на этапах маркетинговых исследований и реализации продукции, с их помощью выполняются функции управления отношениями с заказчиками и покупателями, проводится анализ рыночной ситуации, определяются перспективы спроса на планируемые к производству изделия. Система CRM — это система, на вход которой поступают данные, связанные с клиентами компании, а на выходе появляется информация, влияющая на поведение компании в целом или на поведение ее отдельных элементов. В базе данных CRM-системы собирается информация о клиентах, которая затем обрабатывается с целью принятия обоснованных бизнес-решений. Промежуточное положение между АСУП и АСУ ТП занимает производственная исполнительная система MES (Manufacturing Execution System), предназначенная для решения оперативных задач управления проектированием, производством и маркетингом.