

Раздел I
Структура предприятий и производственный процесс.
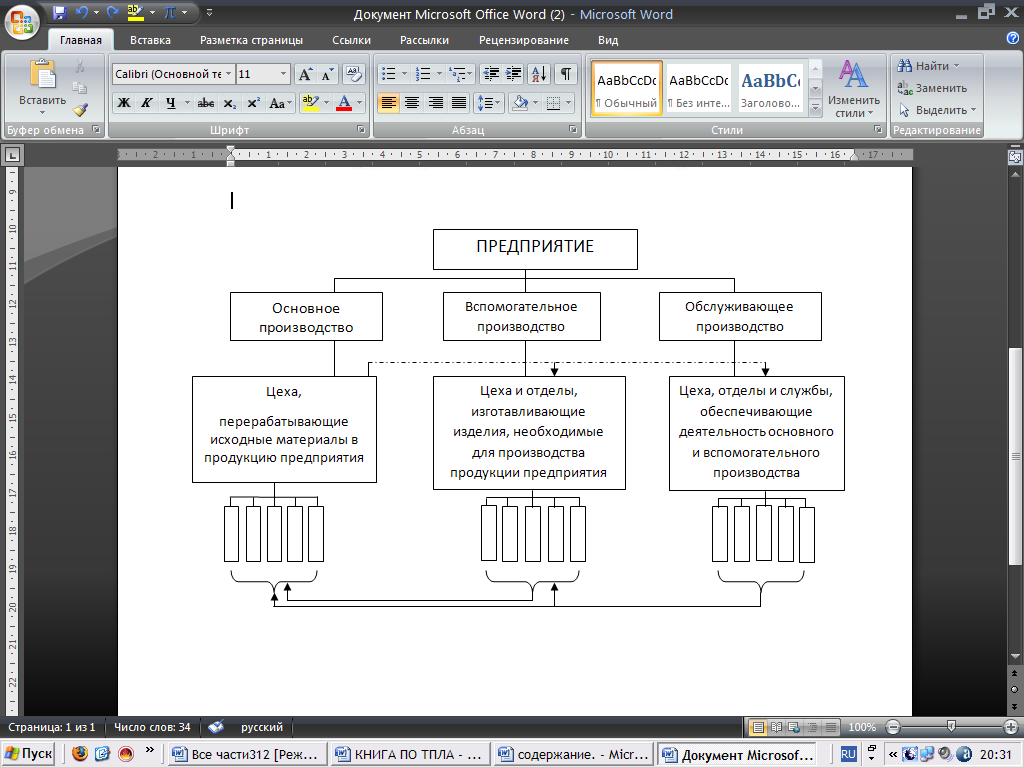
Структуру практически любого самолетостроительного предприятия можно представить в виде рис. 1.1
Рис
1.1 Производственная структура
самолетостроительного предприятия:
штриховая линия со стрелками –
функциональная зависимость структуры
вспомогательного и обслуживающего
производств от структуры основного
производства; сплошные линии со стрелками
– зависимость производственной
деятельности подразделений вспомогательного
производства от потребностей основного
производства и деятельности обслуживающего
производства, от потребностей основного
и вспомогательного производства
В процессе проектирования и, соответственно, изготовления ЛА все его агрегаты и системы делят на законченные в конструктивном и технологическом смысле части.
Принципиальная схема изготовления планера самолета представлена на рис. 1.2.
Метод деления планера ЛА на части определяет и деление общего процесса изготовления ЛА на относительно самостоятельные технологические процессы.
Так, процесс изготовления агрегата можно рассматривать как самостоятельный, включающий в себя процессы изготовления составляющих его деталей и узлов и процессы сборки, монтажа, регулировки и испытания агрегата.
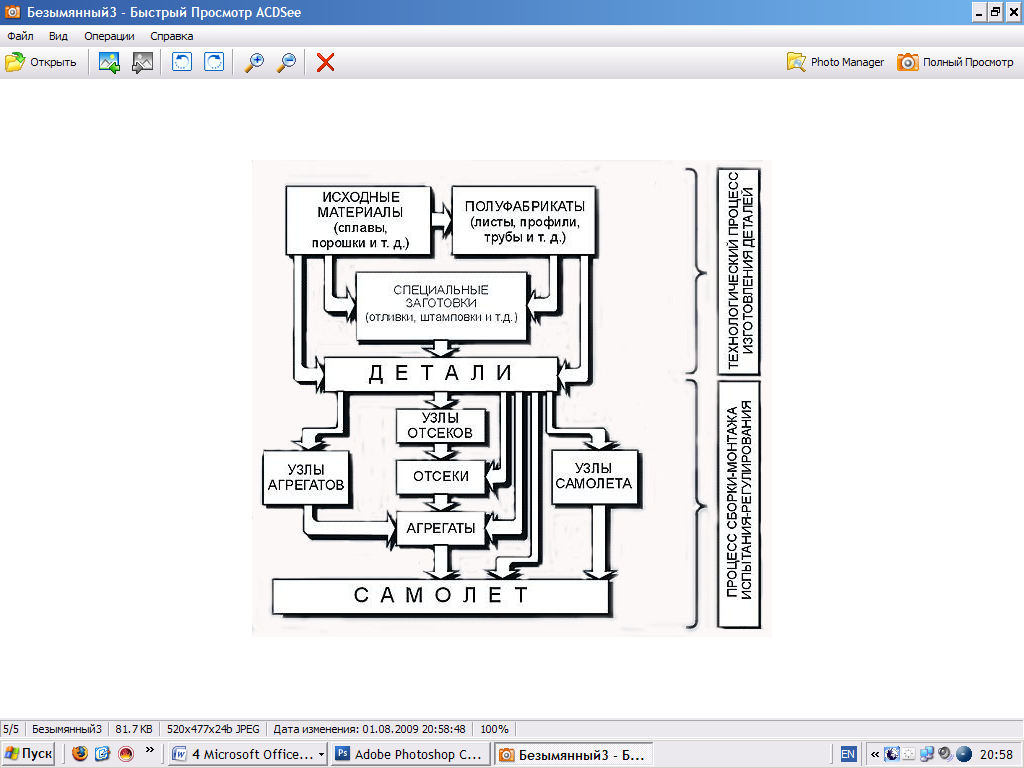
Рис.1.2.
Принципиальная схема изготовления
Технологический процесс изготовления ЛА складывается из конкретных технологический процессов изготовления отдельных деталей, сборки отдельных сборочных единиц, агрегатов и всего аппарата, а также испытаний и контроля. Технологический процесс сборки складывается из технологических процессов сборки сборочных единиц (нервюр, шпангоутов, лонжеронов, панелей, днищ и т.д.), агрегатов (отсеков, баков, двигателей, посадочных блоков, спускаемых аппаратов и т.д.) и общей сборки агрегатов. Сборочный процесс, являясь конечным этапом изготовления аппарата, имеет определяющее значение для всего производства. Это выражается в том, что применяемые физико-химические методы обработки деталей должны обеспечить технологические требования сборки и контроля в отношении точности форм, размеров, качества поверхности, взаимозаменяемости, свойств материалов и т.д. А это, в свою очередь, обуславливает определенные требования к заготовкам, полуфабрикатам, комплектующему оборудованию и аппаратуре.
ЛА состоит из большого числа деталей, соединенных в единую конструкцию. Поэтому ЛА рассматривают как сложную систему, для элементов которой определены их взаимные связи, функциональные назначения и соподчиненность. ЛА как система включает в себя подсистемы (корпус-планер, силовая установка, бортовые системы, спецгрузы, взлетно-посадочные устройства и т.д.), которые в свою очередь тоже состоят из подсистем (агрегатов, секций - отсеков, узлов, подузлов), состоящих в конечном итоге из комплектов - двигателей.
Основные составляющие части ла.
Деталь – первичная монолитная часть самолета – получается из исходных материалов, полуфабрикатов и заготовок в результате различных технологических процессов.
Узел – часть отсека агрегата или самолета – получается в результате сборки из деталей при помощи различных крепежных изделий (заклепки, болты, припои, клеи и т.д.) различными технологическими процессами (клепка, сварка, склейка и т.д.)
Агрегат – наиболее крупная часть планера самолета (фюзеляж, крыло, стойка шасси и т.д.), законченная в конструктивном и технологическом отношении.
Отсек – наиболее крупная часть агрегата (носовая, центральная, хвостовая часть крыла, фюзеляжа и т.д.)
Бортовые системы, аналогично конструкции планера ЛА, разделяют в процессе производства на отдельные самостоятельные конструктивно-технологические единицы. Технологический процесс изготовления ЛА представляет собой сложный комплекс взаимодействий исполнителей и оборудования по преобразованию исходных материалов в ЛА, включающий в себя процессы (этапы) изготовления деталей, их сборки и монтажа, испытания и регулирования.
Принципиальная схема отражает не только процесс изготовления планера, но и процесс изготовления любой системы и самолета в целом.
К любому элементу системы могут быть предъявлены требования со стороны вышестоящих элементов и элементов того же ранга. Часто это требование взаимособираемости (взаимозаменяемости).
Все элементы ЛА, за исключением деталей, называются сборочными единицами, которые являются объектами сборки. При этом различают такие виды сборки: общая (предварительная и окончательная), агрегатная, секционная, узловая, панельная.
Бортовая система (БС) – это совокупность целесообразно организованных, взаимозависимых и взаимодействующих элементов, выполняющих общую функцию. Все бортовые системы являются объектами монтажа. По признаку вида конструкций бортовые системы разбивают на три группы:
Электропроводные
Трубопроводные
Механические
В БС выделяют агрегаты: панели и узлы, но они принципиально отличаются от агрегатов и панелей корпуса. Провода в бортовых системах считаются деталями.
Сборка – совокупность технологических операций по установке деталей во взаимно-правильное положение и соединение их в узлы, панели, агрегаты и ЛА в целом.
Монтаж – это установка агрегатов, бортовых систем, прокладка коммуникаций и соединение их между собой и с элементами корпуса или планера ЛА. Кроме бортовых систем объектами монтажа являются силовые (двигательные) установки и спецгрузы.
Необходимость членения любого ЛА на детали, узлы, панели, отсеки, и агрегаты диктуется требованиями производства и необходимостью иметь конструктивные, эксплуатационные разъемы и стыки.
Стыковка – сборка применительно к относительно крупным и достаточно жестким отсекам и агрегатам (хвостовой отсек, несущие баки ракеты-носителя, ступени ЛА и т.п.) Следует отметить, что наличие конструктивных разъемов обусловлено функциональным назначением выделяемых подконструкций. Примером могут служить для самолета элементы механизации, которые должны изменять свое положение в процессе полета.
Технологические стыки создаются с учетом возможностей производства на данном этапе его развития и определяются, в частности, габаритными размерами оборудования. Эксплуатационные разъемы и стыки создаются с целью замены, осмотра и регулирования различных механизмов и систем в процессе эксплуатации ЛА. В некоторых случаях эксплуатационные разъемы вызываются ограничениями габаритных размеров отдельных агрегатов по условиям их перевозки и хранения на складах. Для обеспечения эксплуатации и подходов к элементам конструкции и отдельным механизмам наряду с эксплуатационными разъемами делаются различные специальные смотровые лючки, закрывающиеся крышками.
Степень членения ЛА на сборочные единицы зависит, как правило, от его конструкции и программы выпуска. Увеличение объема членения позволяет широко механизировать и автоматизировать сборочные работы, расширить фронт работ и специализировать труд рабочих. В результате этого повышается производительность труда, сокращается производственный цикл сборки и улучшается качество продукции. Вместе с тем, при увеличении членения увеличивается количество сборочной оснастки и затраты на подготовку и основное производство.
Целесообразная при данной программе степень членения самолета определяется на основании технико-экономических расчетов.
В соответствии с членением конструкции сборку ЛА выполняют в несколько этапов:
1. Сборка узлов и панелей из деталей, называемой узловой сборкой.
2. Сборка отсеков и агрегатов из узлов, панелей и деталей, называемой агрегатной сборкой.
3. Окончательная сборка – сборка ЛА из агрегатов.
Объем сборочных работ определяется конструкцией ЛА, физико-механическими свойствами материалов, из которых он изготовлен, и видами заготовок, из которых изготовлены отдельные детали и узлы.
Сборка организуется по схеме параллельно-последовательных операций, начиная со сборки подузлов, узлов, панелей, агрегатов и кончая общей сборкой ЛА. На основе разработанной последовательности сборочных операций составляется схема сборки, которая является одним из основных технологических документов для сборочных цехов. В схему сборки вносят указания о порядке комплектования собираемого изделия деталями и узлами, а также технические требования на детали и узлы, определяющие, в каком виде они подаются на сборку.
На объем и содержание сборочных процессов существенно влияют конструктивно-технологические особенности объекта производства. Если корпус среднестатистического ЛА содержат более 10 тыс. наименований деталей, более 10 тыс. болтов и около 100 тыс. заклепок, то снизить многодетальность можно в результате применения монолитных конструкций, сотовых конструкций, деталей их композиционных материалов. Применение монолитных деталей приводит к снижению объема сборочно-монтажных работ и, как правило, к снижению трудоемкости. Однако крупногабаритные панели (монолитные) должны применяться ограниченно, так как приводят к снижению ресурса.
Среднестатистический ЛА состоит на 70% из алюминиевых и других легких сплавов, на 20% из неметаллов. Тенденция снижения применения легких сплавов пока не наблюдается. При сборочных работах широко выполняются следующие операции:
Обработка сопряженных поверхностей
Обработка отверстий под болты и заклепки
Сварка
Правка при сборке (упругие деформации)
Штамповка гнезд под потайные головки болтов и заклепок.