

1.13.2. Характерные полуфабрикаты и заготовки в производстве.
Материалы:
1. Алюминиевые сплавы:
Д16- листы, монолитные панели, прессованные профили (обливки, обтекатели работают до 2000С);
Д16АТ – термические обработки - твердые,
Д16АМ - мягкие (процессы формообразования получают по истечении 2-3 часов (Gв=280МПа)(Gв=400МПа));
Д19-листы в отожженном или закаленном состоянии (до 3000С);
АМг6-листы холоднотянутые и холоднокатаные трубы, обладают хорошей коррозийной стойкостью и сваренностью (прочность шва 90-95%).
2. Магниевые сплавы:
МА8- листы и горяченастанные профили (малонагруженные детали: каркасы и оболочки несложных конфигураций, до 200%);
МН14- горячегасталые профили (каркас и внутреннее оборудование, плохо сваривается).
3. Титановые сплавы:
От 4.0- листы (печесталей);
от 4.1- листы и трубы (оболочки, трубопроводы и п.д., хорошо свариваются, до 4000С).
4. Стали:
3ОХГСА - элементы каркаса (хорошо свариваются, работают до 5000С); Х184ТОТ - жаростойкие, коррозийностойкие (высоконагруженные детали, работают до 5000С)
5. Литейные сплавы:
АЛ-9, АЛ-19, ВАЛ-1- алюминиевые; МЛ-5, МЛ-8- магниевые;
ВТ5Л, ВТ21Л - титановые; 35ХГСЛ, ВТЛ-3- стали.
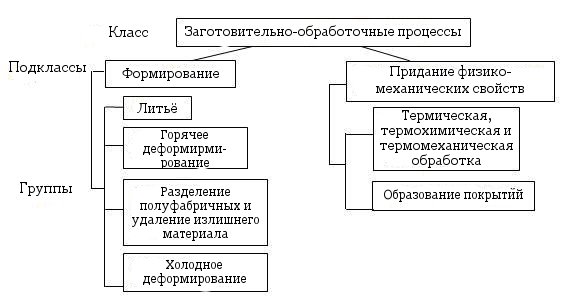
1.14. Заготовительно-обработочный процесс.
Рис.1.34. Классификация заготовительно-обработочных процессов.
Минимальный припуск на обработку.
Zbmin=(Ha+Ta)+(P’a+E’a)
Ha- высота микронеровностей, полученных на предшествующем переходе;
Та- глубина поверхностного дефектного слоя;
P’a- погрешность формы на предшествующем переходе (векторная сумма пространственных отклонений);
E’a- погрешность установки на выполняемом переходе (векторная сумма погрешностей базирования и закрепления).
Общий припуск на обработку.
Z0 = Enk=1Zi
Zi- припуск i-го периода;
![]() ;
n- количество переходов.
;
n- количество переходов.
Рис.1.35
. Классификация процессов разделения
полуфабриката и удаления излишнего
материала.

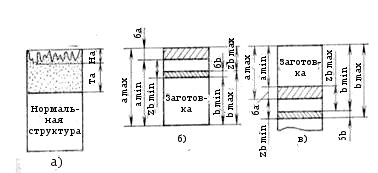
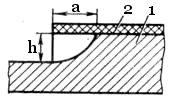
Рис.
1.36. Схема расположения микронеровностей
и дефектного слоя(а), допусков и припусков
на обработку наружных (б) и внутренних
(в) поверхностей:
а
– размер и δа – допуск на размер,
полученный на предшествующем переходе;
b
– размер и δb
– допуск на размер, которые должны быть
получены на выполняемом переходе;
zb
– припуск на выполняемый переход.
1.14.1. Механические процессы.
Резка ножницами и штампами - сдвиг одной части полуфабриката относительно другой. Рис. 1.37.
Рис.
1.37. Схема процесса резки:
а
– ножницами: 1-верхний нож; 2-нижний нож;
3-стол ножниц; 4-разрезаемый полуфабрикат.
б
– штампами: 1-пуансон; 2-матрица.
в
– ножницами с прижимом и поддерживающей
плитой: 1-прижим; 2-разрезаемый материал;
3-поддерживающая плита; 4-пружина.
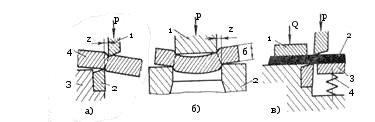
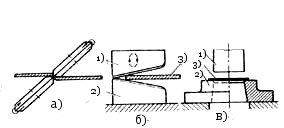
Рис.1.38.
Способы резки по криволинейным контурам:
а
– дисковыми ножницами;
б
- вибрационными ножницами: 1-подвижный
нож; 2-неподвижный нож; 3-разрезаемый
лист.
в
- штампом: 1-пуансон; 2-матрица;
3-полуфабрикат.
Вырубка штампов применяется в серийном и массовом производстве.
Пресс - это оборудование для создания усилий.
Штамп - приспособление, где реализуется конкретный процесс разделения. Рис. 1.39.
Штампы бывают:
• Простые;
• Совмещенного действия;
• Последовательного действия.
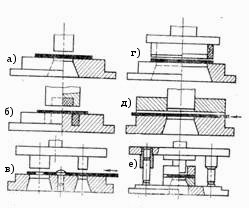
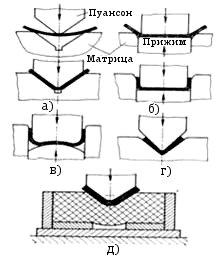
Рис.1.39.
Типы штампов (по характеру действия):
а
– простой;
б
– совмещенного действия;
в
– последовательного действия.
По
конструктивному оформлению:
г
–открытый;
д
– с направляющей плитой;
е
– с направляющими колонками.
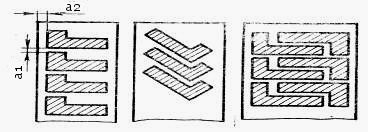
При получении заготовок необходимо зафиксировать обходы.
Рис.1.40.
Варианты раскроя лент (полос) при
вырезке деталей штампами.
Процессы резки:
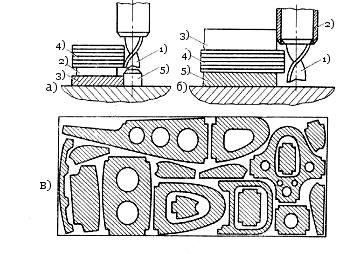
1. Фрезерование для получения плоских и фасонных поверхностей. Рис. 1.41.
Достаточно производительный процесс.
Оборудование: различные типы фрезеровальных станков (универсальные и с ЧПУ, горизонтально - и вертикально-фрезерные).
Рис.1.41
Вырезка заготовок и деталей фрезерованием:
а
- на вертикально-фрезерном станке;
б
– на радиально-фрезерном станке;
в
– пример групповой карты раскроя:
1-фреза, 2-копирное кольцо, 3-шаблон,
4-пакет листов или карточек, 5-подкладка,
6- палец.
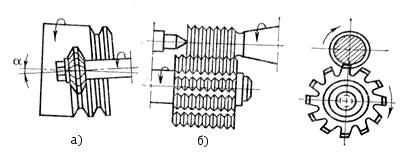
Режущий инструмент: фрезы (дисковая, пальчиковая, фасонная).
Рис.1.42
Фрезерование резьбы:
а
– дисковой фрезой;
б
– групповой фрезой.
Приспособления: универсальные (различные тиски) и специальные (многоместные приспособления).
Проблемы: холостые перемещения, необходимо так выбрать траекторию движения фрезы, чтобы оптимизировать процесс; надо выбрать маршрут таким образом, чтобы минимизировать неравномерность нагрева и избежать искажения.
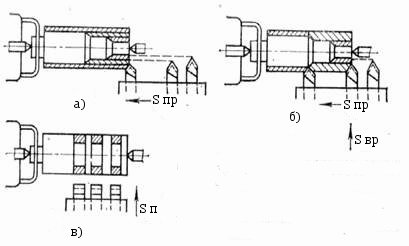
2. Точение - процесс получения плоскостей вращения. Рис. 1.43
Оборудование: станки (токарные, токарно-винторезные, токарно-револьверные, токарные полуавтоматы).
Режущий инструмент: различные резцы (проходные, канавочные, отрезные и т.д.)
Материалы режущего инструмента: инструментальная сталь Р9, напайка из твердосплавного материала Т15К6 (повышает ресурс режущего инструмента) и мн.др.
3. Сверление - процесс получения цилиндрических (внутренних) отверстий.
Оборудование: различные типы сверлильных станков (ручные, настольные, переносные, с одним шпинделем, многошпиндельные и др.)
Режущий инструмент: различные сверла.
Для повышения стойкости используют твердосплавные вставки.
Приспособления: тиски, кондукторы.
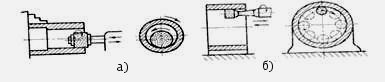
Рис
1.43. Способы обтачивания на многорезцовых
станках:
а
– с продольной подачей Sпр;
б
– с врезанием Sпр
и с последующей подачей Sпр;
в
– с поперечной подачей Sпр
4. Протягивание - это процесс получения различных поверхностей внутренних и наружных с помощью перемещения специального многозубового инструмента (протяжка). Рис. 1.44.
Рис.1.44.
Установка заготовок при протягивании:
а
– на жесткой опоре,
б
- на шаровой опоре: 1-лобовая часть
станка, 2-опорная шайба, 3-шаровая опора,
4-обрабатываемая заготовка, 5- протяжка.
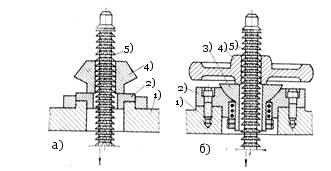
5
Рис.1.45.
Зенкерование торцевых поверхностей:
а
- зенковка,
б
- ценковка с несколькими зубьями и
направляющей цапфой,
в
- ценковка со вставными зубьями и
направляющей цапфой
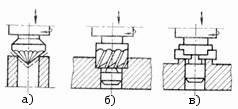
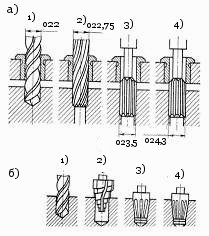
6. Развертывание - это процесс получения точных отверстий и лучшей шероховатости. Рис. 1.46.
Рис.1.46.
Схема обработки отверстий:
а
– цилиндрического,
б
- конического: 1-сверление, 2-зенкерование,
3-черновое развертывание, 4-чистое
развертывание
7
Рис.1.47.
Схемы наружного круглого шлифования:
а
– с большой продольной подачей и малой
глубиной,
б
– с малой продольной подачей и большой
глубиной,
в
– только с поперечной подачей
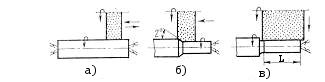
Рис.1.48.
Схемы внутреннего шлифования:
а
– при вращающей заготовке на
круглошлифовальных станках,
б
– при неподвижной заготовке на станках
с планетарным движением шпинделя.
8. Хонингование - это процесс, который повышает шероховатость обрабатываемых поверхностей (доводочный процесс). Рис. 1.49
Рис.1.49.
Схемы плоского шлифования:
а)торцом
шлифовального круга;
б)периферией
шлифовального круга;
1-
шлифовальный круг, 2- деталь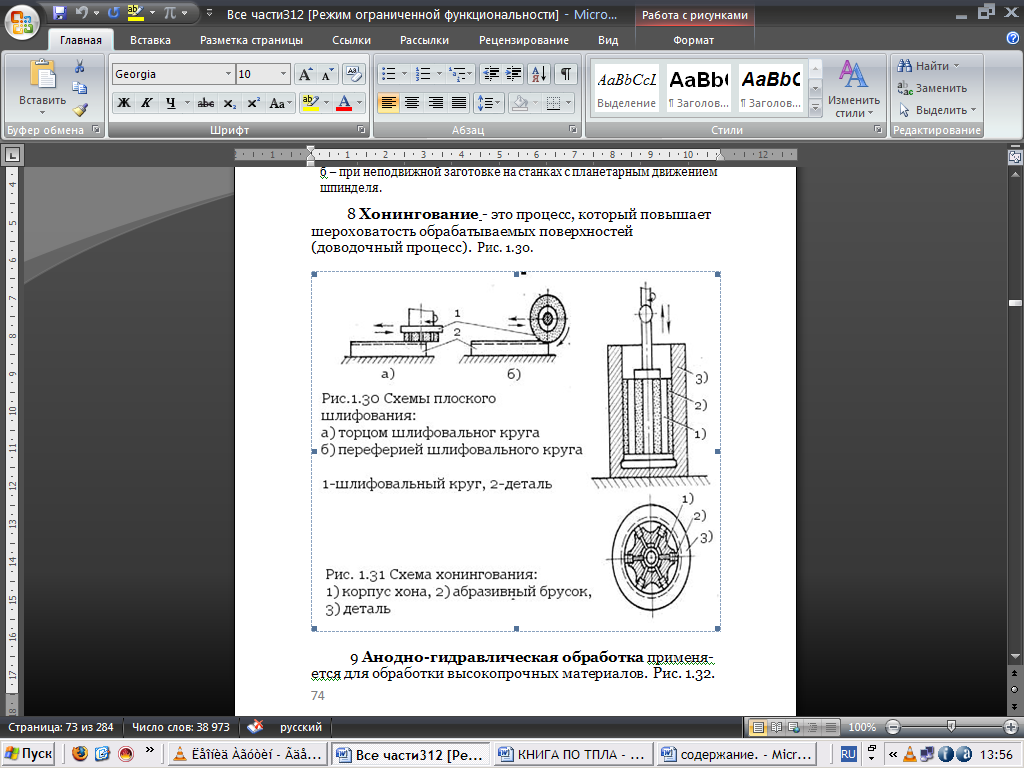
Рис.1.50.
Схема хонингования
1)корпус
хона;
2)абразивный
брусок;
3)
деталь
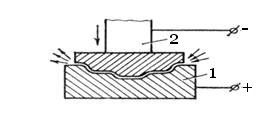
9. Анодно-гидравлическая обработка применяется для обработки высокопрочных материалов. Рис. 1.51.
Э
Рис.151.
Схема анодно-гидравлической обработки:
1-обрабатываемая
заготовка,
2
- инструмент
1
Рис.1.46.
Схема бокового подтравливания при
размерном травлении:
1-заготовка,
2-пленка
защитного покрытия.
1
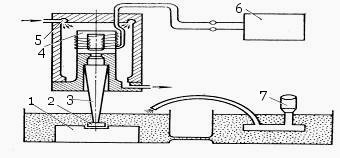
Рис.1.52.
Схема ультразвуковой обработки:
1-заготовка,
2-инструмент, 3-концентратор,
4-магнитострикционный
пакет,
5-кольцо
для разбрызгивания воды,
6-генератор
ультразвуковых колебаний,
7-центробежный
насос.
Процессы холодного деформирования.
а) резка — отрезка, вырубка, пробивка, просечка:
б) гибка — гибка, скручивание;
в) вытяжка — вытяжка, обтяжка, протяжка;
г) формовка — рельефная формовка, растяжка, отбортовка, правка;
д) объемная штамповка — прессование, высадка, калибровка, чеканка и др.
Рис.1.53. Классификация основных процессов формообразования деталей холодным деформированием

Наиболее тяжелонагруженными являются операции объемной штамповки (прессование, высадка) и резки (вырубка, пробивка) . Вследствие больших удельных давлений, сложнонапряженного состояния и высоких температур разогрева рабочих частей инструментов в процессе работы стойкость последних во многих случаях является неудовлетворительной. Большинство других операций холодной штамповки не вызывает особых осложнений, связанных со стойкостью, поэтому условия работы штамповых инструментов рассмотрены в основном применительно к объемной штамповке и резке. Условия работы инструментов при этих операциях достаточно полно можно охарактеризовать величиной удельных давлений, характером нагружения и температурой разогрева их рабочих частей.
Удельные давления предопределяются свойствами штампуемых материалов, скоростью и степенью деформации заготовок, видом смазки, конструкцией детали и т.п. Величина удельных давлений при прессовании достигает 220 - 250 кгс/мм2 и более.
По характеру нагружения холодное деформирование можно разделить на два основных вида:
плавное — штамповка на гидравлических и механических (для объемного прессования) прессах со скоростью нагружения 0,1 — 0,4 м/с и ударное — штамповка на чеканочных и горячештамповочных прессах со скоростью нагружения 0,5 — 1,0 м/с, на холодновысадочных автоматах и быстроходных пресс-автоматах со скоростью 0,5 - 1,5 м/с.
Температурные условия работы инструментов меняются в широком диапазоне в зависимости от характеристик штампуемого материала и технологических особенностей процесса. Так, в наибольшей степени разогреваются инструменты при холодной объемной штамповке (и в частности, при таких операциях, как прессование, высадка) и отдельных операциях пробивки (рубки).
Высоколегированные штамповые стали обладают низкой теплопроводностью, поэтому отмеченные колебания температуры в основном происходят в поверхностных слоях инструментов и, естественно, оказывают влияние на уровень и характер распределения напряжений, ответственных за образование и развитие микротрещин, которые в дальнейшем приводят к чешуйчатому скалыванию участков металла на рабочих поверхностях и выходу инструментов из строя.
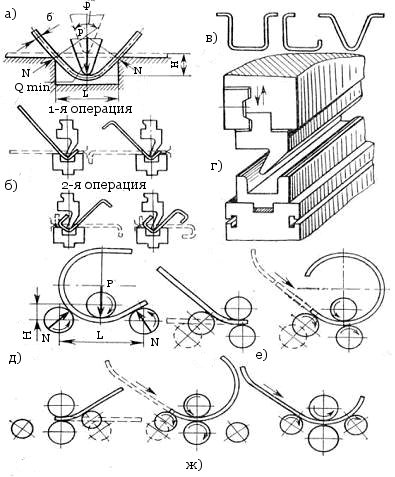
Процессы листовой штамповки. Гибка.
Применяется для изготовления деталей из листов, профилированных плит, профилей и тонкостенных труб.
Виды гибки:
Свободная гибка - универсальным гибочным штампом.
Гибка-прокатка - на универсальных валковых роликовых станках. Рис. 1.54.
Рис.1.54.Схемы
процессов свободной гибки
Обтяжка.
П
Рис.1.55.
Схемы гибки профелей обтягиванием по
оправке:
1-стол,
2-сменная
оправа,
3-поворотная
платформа,
4-цилиндр
поворота платформы,
5-
заготовка,
6-цанговый
зажим,
7-цилиндр
растяжения заготовки
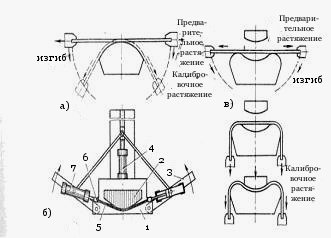
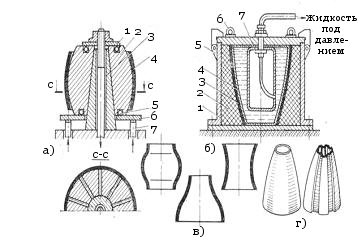
Рис.1.50.
Кольцевая обтяжка:
а
- схема обтягивания по жесткому
«разжимному» пуансону,
1-плита,
2-сектор
разжимного пуансона,
3-конус,
4-заготовка, 5-пружина,
6-плита,
7-колонка,
б
- схема установки для обтягивания
трубчатых заготовок жидкостным пуансоном
по жесткой матрице,
1-корпус
матрицы, 2-матрица,
3-заготовка,
4-резиновый мешок, 5-замок, 6-рым-болт,
7-корпус пуансона,
в,
г – типовые детали, получаемые кольцевой
обтяжкой.
Вытяжка.
Процесс преобразования незакрепленной по краям плоской заготовки в полую деталь замкнутого контура. Рис. 1.51.
Рис.1.51.
Схема вытяжки цилиндрической детали.
1-заготовка,
2-пуансон,
3-матрица,
4-деталь,
полученная глубокой вытяжкой и характер
изменения толщины ее стенки,
5-элемент
в промежуточный момент вытяжки и его
напряженное состояние
Гибка профилированным инструментом. Универсальная матрица.
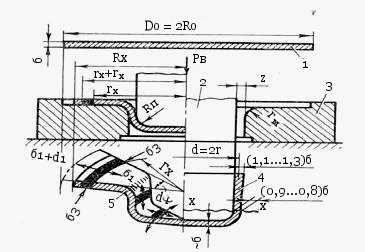
Рельефная формовка.
Рельефная формовка заключается в образовании местных углублений или выпуклостей за счет растяжения и частичного перемещения материала. Возможность формовки без разрывов материала определяется величиной относительного удлинения материала в зоне наибольшей деформации. Наиболее распространенными разновидностями рельефной формовки являются штамповка ребер жесткости и выдавок (пуклевок).
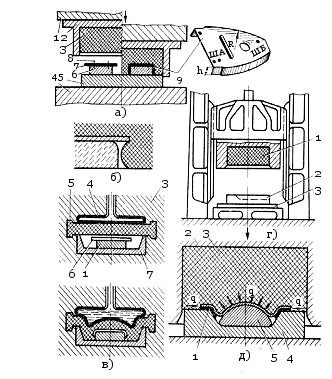
Рис.
1.52. Схемы процессов формовки резиной.
а
- формовкой на плунженром гидравлическом
прессе, 1-подвижная траверса, 2-контейнер,
3-резина,
4-
стол пресса, 5- выдвижная подштамповая
плита,
6-формблок,
7-заготовка детали,
8-шпилька
формблока для фикси-рования заготовки,
9-отформованная
деталь, ШО-шпилечное отверстие,
б
– затекание
резины под борт высокой жесткости,
в
- формовка
на гидравлическом прессе прямого
дейсвтия, 1- формблок,
2-выдвижной
корытообразный стол, 3-корпус пресса,
4-резиновая камера, 5-резиновая подушка,
6-заготовка, г
– формовка резиной на листоштамповочном
молоте, 1-резиновая подушка, 2-матрица,пуансон
или формблок, 3-центрирующая плита,
д
– первый переход (операция) реверсивной
вытяжки, 1-слой смазки, 2-контейнер,
3-резиновая подушка,
4-матрица,
5-сменный вкладыш