

1.11. Производительность оборудования и труда рабочего.
Методы сокращения основного и вспомогательного времени изготовления изделия.
Условия обеспечения максимальной производительности труда:
1. Выбор рациональной структуры технологического процесса, наиболее прогрессивных процессов сборки и обработки;
2. Выбор наиболее производительного и автоматизированного оборудования и оснастки;
3. Максимально использование оборудования, оснастки, обеспечивающей полную загрузку по мощности и по времени;
4. Наиболее рациональное использование квалификации времени рабочего, многостаночного обслуживания и самостоятельной наладки оборудования рабочих.
Производительность – это количество единиц продукции в единицу времени. Время в свою очередь складывается из основного и вспомогательного. Основное время (время непосредственной обработки)
t0 = i * L/Sm = I * L/nS, где
i – количество проходов
L- длина обработки
Sm – минутная подача
n – число оборотов
S – оборотная подача ( подача на 1 оборот)
Вспомогательное время tв – время для выполнения условий основной работы и повторяющееся с каждым предметом труда или через определенное их число.
tшт = (t0 + tв)(1+α/100+β/100+γ/100), где
α – коэффициент, который учитывает время технического обслуживания рабочего места по отношению к оперативному времени
β – время для обслуживания рабочего места (организационное)
γ – время на личные надобности и отдых
Сокращение основного времени:
1. Сокращение количества проходов
1.1.Повышение скорости обработки
1.2.Увеличение подачи
2. Уменьшение врезания и перебега
3. Применение автоматизированных и механизированных средств
4. Сокращение времени на управление оборудованием
4.1.Концентрация органов управления
4.2.Переход от маховиков
4.3.Сокращение времени на смену инструментов. Станки настроечного типа.
5. Сокращение времени на измерение
6. Совмещение вспомогательного времени с основным
7. Сокращение времени на обслуживание рабочего места, которое осуществляется путем сокращения времени замены режущих инструментов
7.1. Повышение качества режущего инструмента
7.2.Сокращение подготовительного времени
7.3.Объединение различных деталей в группы по их конструктивно-технологической общности.
1.12. Механизация и автоматизация выполнения
технологических процессов.
Применение автоматов, полуавтоматов, гибких
производственных систем.
ГПС (ГАП) – гибкая производственная система, гибкое автоматизированное производство.
Предпосылками послужили:
• Опыт эксплуатации жестко программируемых автоматизированных линий в многосерийном массовом производстве
• Опыт применения станков с ЧПУ, работающих в серийном и многосерийном производстве
• Освоение серийного производства мини и микро ЭВМ
• Накопленный опыт применения ЭВМ в проектировании, конструировании и управлении.
Рис.1.30.
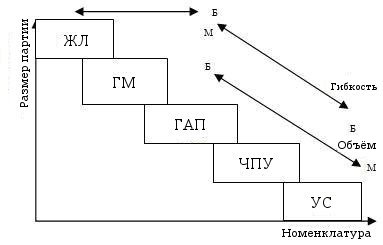
ЖЛ- жесткие автоматизированные линии
ГМ – гибкие модули
ГАП – гибкое автоматизированное производство
ЧПУ – числовое проектирование управления
УС – универсальные станки
ГПС (ГАП) – гибкая производственная система, гибкое автоматизированное производство.
Предпосылками послужили:
• Опыт эксплуатации жестко программируемых автоматизированных линий в многосерийном массовом производстве
• Опыт применения станков с ЧПУ, работающих в серийном и многосерийном производстве
• Освоение серийного производства мини и микро ЭВМ
• Накопленный опыт применения ЭВМ в проектировании, конструировании и управлении.
Гибкий производственный модуль – легко переналаживаемая и автономно функциональная единица автоматического оборудования, оснащенная работами загрузки и удаления деталей, подсчетом и заменой инструментов, удалением отходов производства, измерением и контролем в процессе производства, а также диагностикой неполадок и отказов в работе.
Гибкий производственный комплекс – это два и более взаимодействующих модуля (UGV) с одной трансп. системой, складской системой обеспечения, управляемой от ЭВМ.
Гибкое автоматизированное производство – это два и более гибких производственных комплексов с интеграцией системы автоматического конструирования, системой автоматического проектирования технологической подготовки производства, автоматизированной системой управления технологическим процессом, автоматической системой управления производством.
Гибкость характеризуется временем, необходимым для перехода к производству другого изделия.
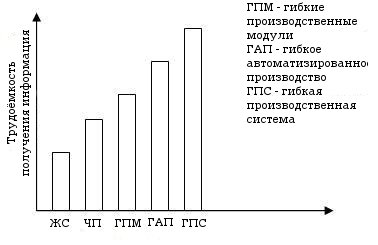 Рис.
1.31
Рис.
1.31
Формы организации производства:
- система МРП (США);
- система КАНБАН (Япония).
Идея МРП заключается в том, что в соответствие с программой производства и ее номенклатурой определяется разбивка по времени суммарной потребности детали, которая производится с учетом имеющихся запасов и незавершенного производства.
Недостатки:
• обилие предлагаемых программ, затрудняющих выбор;
• точность исходных технических данных (по номенклатуре- 98%, а по запасам и незавершенному производству- 95%);
• внедрение этой системы занимает 2-4 года, и важное значение имеет подготовка персонала.
Идея КАНБАН заключается в том, чтобы производить и поставлять продукцию именно тогда, когда она нужна потребителю; изготавливают детали не впрок, а непосредственно на сборку.
Достоинства:
• заказ на изготовление изделия поступает с рабочего места, находящегося ниже по ходу технологического процесса;
• большая гибкость производственного аппарата, возможность быстрого приспособления к изменению рынка;
• постоянное стремление персонала и улучшение показателей, так как основные ориентиры “0” дефектов, “0” запасов.
Недостатки:
• сложность освоения;
• требование жесткой дисциплины;
• сложность реагирования на внезапные скачкообразные объемы производства.