

1.9.2. Реализация плазово-шаблонного метода.
Принципиальная схема увязки форм и размеров агрегатов при использовании плазово-шаблонного метода увязки. (Рис.1.25)
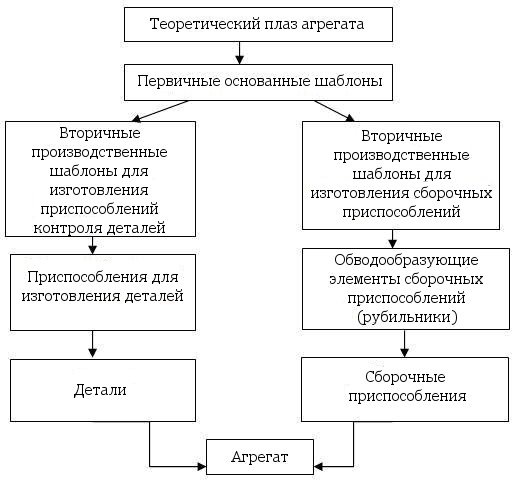 Рис.1.25
Рис.1.25
Теоретический плаз - это точный чертеж агрегата в натуральную величину, на котором вычерчиваются конструкторские базы агрегата, контуры его сечений. Он вычерчивается тушью на специальных столах, покрытых дюралюминиевыми листами, покрашенных светлой матовой краской.
Рис
1.26. Расположение основных координатных
осей и плоскостей самолета

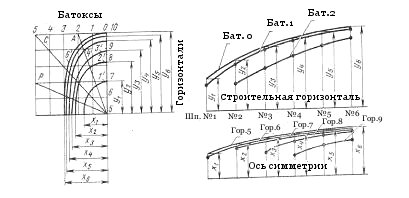
Рис
1.27. Построение теоретического плаза
агрегата методами батоксов и горизонталей:
а – плаз совмещенных сечений;
б
– боковая проекция;
в
– плановая проекция;
0-5
– батоксы;
5-10
– горизонтали;
1-6
– шпангоуты.
1.9.3. Основные шаблоны и конструкторские плазы.
Основные шаблоны:
шаблон контрольно-контурный ШКК;
отпечаток контрольный ОК;
конструктивный плаз.
ШКК изготовляют на плоские узлы типа нервюр, лонжеронов, шпангоутов.
ШКК предназначены для:
конструктивной и симметричной увязки деталей, расположенных в плоскости данного узла;
изготовления и увязки узлового комплекта шаблонов, необходимых для изготовления деталей, входящих в данный узел;
изготовления и увязки шаблонов, изобретенных для изготовления приспособлений.
Конструкторская и геометрическая увязки выпускаются путем вычерчивания в натуральную величину всех деталей, находящихся в данной плоскости данного узла.
ШКК изготавливается по таблице координат, теоретическому плазу и чертежам узлов или агрегатов. Эти шаблоны окрашиваются в красный цвет и хранятся в плазовом цехе.
Конструктивный плаз КП - полностью совпадает с теоретическим, выполненный на прозрачном материале (пластике).
Отпечаток контрольный ОК - изготавливается также как и КП, но на листовой стали и при помощи фотокопирования.
Производственный шаблон - предназначен для изготовления приспособления, оснастки, деталей, изготавливается по ШКК, КП или ОК из алюминиевых сплавов.
Шаблоны окрашены в черный цвет и находятся в производственных цехах.
Рис.1.28.
Схема увязки комплекта шаблонов,
необходимых для изготовления детали
типа носок нервюры(L6-размер
разогнутого борта)
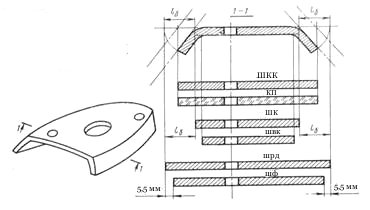
Таблица 1.6
Краткая характеристика некоторых производственных шаблонов
Сокращенное обозначение шаблона |
Название шаблона |
Назначение шаблона |
ШК |
Шаблон контура |
Изготовление и увязка шаблонов ШКК, ШРД, ШОК, ШВК и др приспособлений для контроля деталей |
ШРД |
Шаблон развертки деталей |
Изготовление шаблонов ШФ и ШГР, вырубных и вырезных штампов |
ШВК |
Шаблон внутреннего контура |
Изготовление форм блоков и пуансоноы и оправок для формовки, гибки и выколотки |
ШОК |
Шаблон обрезки и кондуктор для сверления |
Обрезка, сверление и контроль формы сложных листовых и профельных деталей |
ШКС |
Шаблон контура сечения |
Изготовление оправок для обтяжки и штамповки гипсомодели |
ШМФ |
Шаблон монтажно-фиксирующий |
Для изготовления эелементов и монтажа сборочных приспособлений |