

1.8.2. Методы увязки размеров.
Различают 3 метода увязки:
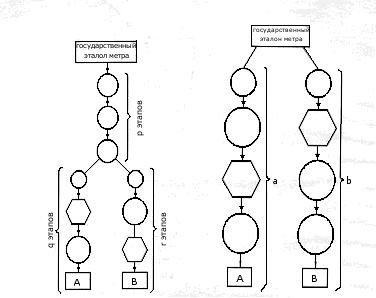
1. связанный метод (Рис. 1.21.)
2. независимый метод (Рис. 1.22.)
3. метод компенсации (Рис. 1.23.)
1. dA = EPi=1di + EQj=1dj
dB = Epi=1di + EQj=1dj
dAB = EQj=1dj + EPk=1dk
Точность увязки зависит от общих этапов перенесения размеров.
Необходимо стремиться переносить неудачные этапы в область общих этапов. (Этот метод реализуется в плазово-шаблонном.)
Рис.
1.21 Схема увязки по принципу связного
образования размеров и форм
Рис.1.22.
Схема увязки по принципу независимого
образования размеров и форм
2.
dA = Emj=1dj + Enk=1dk
3
Рис.1.23
Увязка размеров с использованием
принципа компенсации:
а
– схема увязки по принципу компенсации;
б
- сборка уголков по принципу компенсации
с использованием деформации деталей;
в
- сборка лонжерона;
Пр
– приспособление; лонжерона;
Пл.в
– верхний пояс лонжерона;
Пл.н
- нижний пояс
dAB = dA + dB
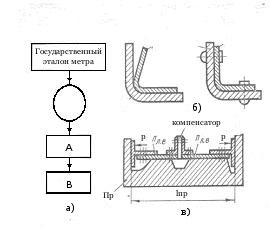
Поэтому
погрешность увязки по этому принципу
определяется погрешностью одного
этапа.
1.8.3. Базы изделий и их роль в обеспечении заданной
точности
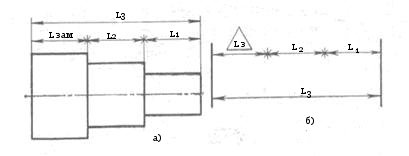
Рис.
1.24. Построение размерной цепи ступенчатого
валика:
а-
схема простановки размеров;
б
– размерная цепь.
Образование размеров изделий описывается с помощью теории размерных цепей.
Размерная цепь - совокупность размеров, образовывающих замкнутый контур и непосредственно участвующих в решении поставленной задачи.
В размерную цепь входят:
Увеличивающие
звенья
(![]() )
- это такие звенья, при увеличении
которых, увеличивается замыкающее
звено.
)
- это такие звенья, при увеличении
которых, увеличивается замыкающее
звено.
Уменьшающие
звенья
(![]() )
- это такие звенья, при увеличении
которых, уменьшается замыкающее звено.
)
- это такие звенья, при увеличении
которых, уменьшается замыкающее звено.
->(L3)
->(L1, L2)
Lзам = Е1n Lув + Е1m Lум - основное уравнение размерной цепи
Погрешность размера:
Dразмера = DО данной операции + Dб Базирования
Правило кратчайшего пути:
Количество звеньев в размерной цепи -> min => погрешность -> min.
Базы:
Конструктивные - совокупность линий, точек, осей и т.д., относительно которых проставляются размеры в чертежах.
Технологические - это совокупность линий, точек, поверхностей, которые используются в процессе изготовления.
Измерительные - это совокупность линий, точек, поверхностей, которые используются в процессе измерения.
Погрешность базирования - допуск на базисный размер.
Правило единства баз - совмещать конструкторские базы с технологическими, тогда Dб=0.
Базовый размер - это расстояние между конструкторскими и технологическими базами.
1.9 Плазово-шаблонный метод увязки заготовительной и сборочной оснастки.
Группы размеров, требующие увязки:
контуры отдельных сечений поверхностей агрегата
геометрические параметры деталей, входящих в состав каждого сечения агрегата
геометрические параметры межсекционных и межагрегатных разъемов
размеры, определяющие взаимное расположение отдельных плоских сечений