Европейская концепция в области качества.
Опыт различных стран показал, что качество – основа повышения конкурентоспособности продукции и услуг. В Европе сегодня формируется новое понимание качества – не только обеспечение соответствия, но и новые отношения с потребителем – удовлетворение всех его потребностей, включая разумно ожидаемые (с его стороны). Считается, что выход из кризисного развития наиболее эффективен при достижении стабильности экономики с использованием качества по цепочке «качество-доверие-потребитель». Современное развитие показывает, что качество является постоянным возрастающим требованием экономики. В Евросоюзе политика в области качества основывается на следующих принципах:
1. Общая политика должна базироваться на доверии, системы менеджмента должны быть эффективными. Требуется открытость на всех уровнях системы. Необходимы требования стандартов, испытания, сертификация.
2. Базовым принципом является достижение конкурентоспособности, в том числе путем устранения недостатков и расширения преимуществ.
3. Стимулирование использования человеческого потенциала как ключевого фактора развития, улучшения производственной культуры взаимоотношений между руководителем и исполнителем, осуществляемое за счет формирования общих целей, направленных на улучшение стандартов и уровня качества жизни в целом.
4. Включение всех работников в процесс непрерывного улучшения всех элементов жизненного цикла продукции или услуг, всех подразделений организации, объединенных стремлением удовлетворить потребности для заинтересованных сторон. Это - принципы Total Quality Management, выраженные в европейской модели «превосходного качества».
Обеспечение точности при изготовлении и сборки
изделий.
1.8.1. Общие принципы обеспечения заданной точности
изготовления и сборки изделий.
Взаимозаменяемость и точность изделия являются важными показателями качества изделия.
Взаимозаменяемость - свойство части изделия, обеспечивающее возможность ее применения вместо другой без дополнительной обработки с сохранением заданного качества изделия.
Точностью какого-либо размера, называется степень соответствия его действительного значения значению, заданному проектом.
Точность непосредственного размера.
Точность увязки размеров.
Разность действительных и заданных величин размеров характеризует количественное значение точности и называется производственной погрешностью.
∆А=АД – АП
∆В = ВД – ВП
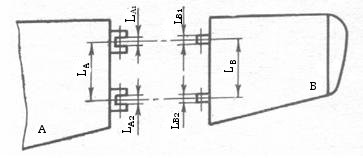
Пример: Схема увязки стыка центроплана (А) и ОЧК (В) (Рис.1.20)
Согласование сопрягаемых размеров между собой, называется их увязкой. Точность взаимной увязки 2-х размеров А и В, характеризуется степенью соответствия разности их истинных значений к разности этих размеров, заданных проектом. Модуль разности этих величин, называется производственной погрешностью увязки размеров.
▼АВ = |(АД – ВД)–(АП–ВП)| = |(АД–АП)–(ВД–ВП)| = |∆А– ∆В|
Рис.
1.20. Схема увязки стыка центроплана (А)
и ОЧК (В)