

Качественная оценка технологичности
Качественная оценка технологичности конструкции изделия выражается понятием "хорошо - плохо", "соответствует - не соответствует", "технологично-нетехнологично", "допустимо-недопустимо" и т.п.
Эти понятия и результаты, которые должны получить при проектировании новых конструкций, являются следствием максимального соответствия конструктивного оформления деталей и подборок требованиям прогрессивных технологических процессов их изготовления, удобства базирования, наличия подходов для механизированной и автоматизированной обработки элементов конструкций и выполнения соединений. Назначение рациональной точности изготовления, чистоты обработки поверхностей, степени взаимозаменяемости элементов конструкций и др. то же - проявление технологичности.
Трудоемкость изделий является не только показателем технологичности как качественной, так и количественной ее оценки, но и составной частью обобщенного показателя, характеризующего организационно-технический уровень производства.
В существующие методики определения организационно-технического уровня производства входит и показатель технологичности. Правомерен в этом случае вопрос, как связать две системы показателей: технологичности и организационно-технического уровня. Ни теория, ни практика не дают пока достаточно четкого ответа на этот вопрос.
Очевидно, что при принятии управленческого решения по совершенствованию конструкции, технологии или производства должны учитываться две самостоятельные, но взаимосвязанные системы показателей: показатели технологичности и показатели организационно-технического уровня производства. При этом первая система отражает состояние предмета труда, вторая - состояние средств производства.
Так, например, можно создать высокотехнологичное изделие, однако его не удается реализовать, если производство не будет готово к этому.
Существенным в отработке изделий на технологичность является его изготовление в условиях опытного производства с кооперацией серийных заводов. Именно в этих условиях впервые раскрываются все качественные и количественные характеристики конструкторских и схемных решений, впервые получают данные о трудоемкости всех видов работ, связанных с изготовлением изделия.
Кроме проведения опытных работ, опытные производства выпускают мелкие серии новых видов продукции из числа тех, которые прошли проверку в соответствующем опытном производстве. Особенно это важно при создании и отработки бортовых систем самолета, т.к. многие готовые изделия опытное производство получает от заводов поставщиков.
Качественную оценку технологичности самолета проводят по различным направлениям:
технологичность конструкций планера,
технологичность конструкций деталей из металлов,
технологичность конструкций деталей из заготовок, получаемых объемным деформированием,
технологичность конструкций деталей из литых деталей,
технологичность конструкций деталей, обрабатываемых резанием,
технологичность механообрабатываемых деталей, подвергаемых упрочняющей обработке,
технологичность деталей, обрабатываемых размерным травлением,
технологичность деталей, обрабатываемых электрофизическими и электрохимическими методами,
технологичность деталей, конструкций из неметаллов,
метрологическая технологичность деталей,
технологичность систем бортового оборудования и др.
По всем этим направлениям НИИ и опытными предприятиями создаются руководящие материалы для конструкторов и технологов, обобщая опыт ранее созданных самолетов и учитывая опыт эксплуатации.
Для примера рассмотрим рекомендации по технологичности деталей типа обшивок, так как приблизительно 60% деталей этого класса оформляют наружный контур изделия (нервюры, шпангоуты, рамы, стрингеры, обшивки, обтекатели, двери, люки и др).
Количество деталей из листов, профилей и труб на современных широкофюзеляжных самолетах составляют более 100000 штук. Поэтому от технологичности этих деталей зависит их трудоемкость и себестоимость изделия в целом.
Одним из самых эффективных заготовительно-штамповочных способов получения указанных деталей является пластическое деформирование материала в холодном состоянии.
Основными достоинствами методов холодной штамповки деталей из листов, профилей, труб, прокатных и прессованных заготовок панелей, которые обеспечивают ее широкое применение в промышленности являются:
возможность получения деталей минимальной массы при заданной прочности и жесткости;
равнительно высокий коэффициент использования металла заготовки;
высокая производительность труда и широкая возможность механизации и автоматизации производства;
возможность получения деталей высокой точности и чистоте поверхности.
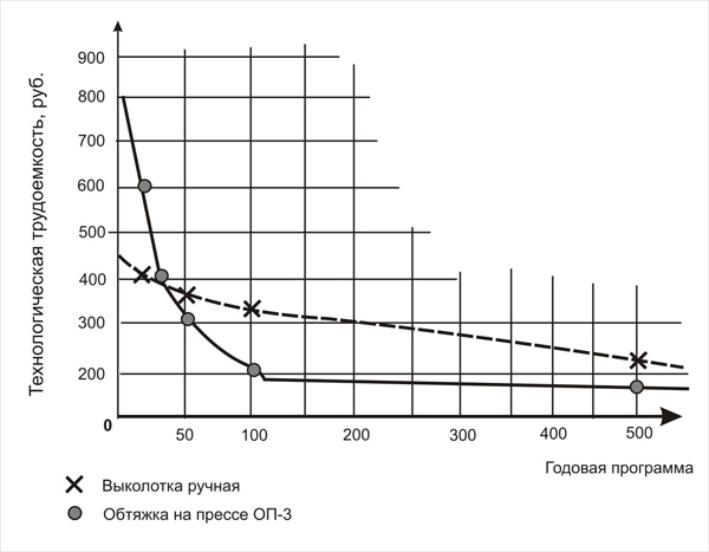
На рис. 1.14. представлена зависимость технологической трудоемкости изготовления обшивки из листового материала от годовой программы.
Рис
1.14 Зависимость технологической
трудоёмкости от годовой программы
Укрупненная классификация деталей самолета из листов, профилей и труб и их ориентировочное количество наименований в процентах на изделие показано в табл.1.1.