

18.9 Вихретоковая дефектоскопия
Электрические методы основаны на регистрации электростатических полей и электрических параметров контролируемого объекта. В зависимости от измеряемых параметров методы подразделяют на: электрического сопротивления, термоэлектрический, трибоэлектрический, электроемкостный. Их применяют для выявления раковин, расслоений, различных дефектов в сварных швах, трещин и расслоений в эмалевых покрытиях, а также для проверки химического состава металла, степени его термообработки, измерения толщины пленок, качества изоляции и т.д. Терминология электрических методов установлена ГОСТ 25315-82 "Контроль неразрушающий электрический. Термины и определения".
Вихретоковые методы основаны на анализе взаимодействия внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте. Плотность вихревых токов в объекте зависит от геометрических и электромагнитных параметров объекта, а также от взаимного расположения измерительного преобразования и объекта. В качестве преобразователя используют индуктивные катушки. Особенность вихретокового контроля в том, что его можно проводить без контакта преобразователя с объектом. На сигналы преобразователя практически не влияет влажность, давление и загрязненность газовой среды, радиоактивные излучения, загрязненность поверхности объекта непроводящими материалами. Вихретоковые методы применяют для обнаружения дефектов в электропроводящих объектах: металлах, сплавах, графите, полупроводниках, на их поверхностях и на глубине проникновения электромагнитного поля.
ГОСТ 24289-80 устанавливает термины и определения в области вихретокового метода контроля.
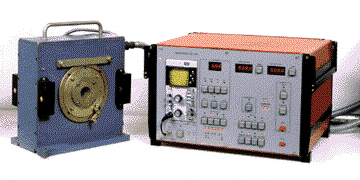
Рис. Вихретоковый дефектоскоп ВД-40П
Назначение и область применения. Вихретоковый дефектоскоп ВД-40П применяется для контроля труб, прутков, проволоки в потоке их производства.
Область применения. Контроль продукции трубных, прокатных, калибровочных станов на трубных, метизных заводах черной и цветной металлургии и заводах машиностроительного профиля (автомобильных, авиационных, сельхозмашиностроения).
Принцип работы. Основан на возбуждении в контролируемом металлическом изделии (трубе, прутке, проволоке) вихревых токов и регистрации изменений электромагнитного поля этих токов, обусловленных появлением дефектного участка в зоне контроля. Используется вихретоковый датчик проходного типа. Способ анализа сигнала амплитудно-фазовый.
Выявляемые дефекты. Дефекты типа нарушений сплошности (непровары, ужимы, трещины, волосовины, закаты, рванины) как в зоне шва, так и в теле трубы.
Исполнения: ВД-40П-01 - с одноканальной измерительной схемой (классический вариант);
ВД-40П-04 - с четырехканальной измерительной системой.
Основные достоинства. Возможность контроля труб из сталей с повышенным уровнем структурных неоднородностей. Возможность работы при больших воздушных зазорах между втулкой измерительного модуля и контролируемой трубой в пределах 2-5 мм. Соответствие требованиям стандартов АР! (США) и 01 N (Германия). Наличие сертификата Госстандарта РФ на право применения в промышленности. Наличие узлов автоматического контроля работоспособности. В модели ВД-40П-04 введено электронное слежение за пространственным положением трубы при ее контроле.
ПОРТАТИВНЫЙ ВИХРЕТОКОВЫЙ ДЕФЕКТОСКОП ВД-89Н
Обнаружение поверхностных дефектов в изделиях сложной формы из ферромагнитных и немагнитных металлов и сплавов
Оценка глубины дефекта
Оперативная сортировка по маркам стали
Обнаружение поверхностных дефектов под изоляционным покрытием (например, краски) толщиной до 2 мм
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Минимальны размер дефектов типа риски на алюминиевом сплаве, мм - глубина - протяженность |
0,2 5 |
Потребляемая мощность, ВА, не более |
0,2 |
Электропитание: автономное |
6+-0,5 |
Габариты, мм |
180 х 90 х 40 |
Масса,кг |
0,8 |
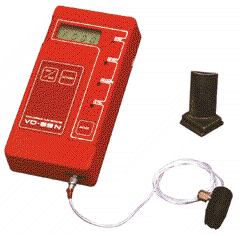
ВИХРЕТОКОВЫЙ ТОЛЩИНОМЕР ВТ-60Н
Контроль толщины эмалей, красок, фотолаков, пластиков и других непроводящих покрытий на деталях из немагнитных материалов.
Широко используется на предприятиях авиационной, автомобильной, химической, электротехнической и других отраслей промышленности.

Технические характеристики:
Диапазон измерения, мкм |
5...1000 |
Относительная погрешность измерения, %, не более |
5 |
Радиус кривизны контролируемой поверхности, мм, не менее |
5 |
Питание |
от 4-х элементов типа А-316 |
Вихретоковый неразрушающий контроль - это контроль, основанный на взаимодействии внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых этим полем в объекте контроля.
Этот метод эффективен для выявления поверхностных и подповерхностных трещин в ферромагнитных материалах. Достоинством вихретокового контроля является сравнительная простота, высокая производительность и чувствительность. Метод может быть использован для контроля металла в околошовных зонах сварных швов, особенно в местах концентрации напряжений (в местах приварки патрубков, люков, горловин, фланцев и др.). Метод весьма эффективен для выявления трещин от коррозионного растрескивания, а также межкристаллитной коррозии.
Основным недостатком метода является то, что он не может быть использован для контроля сварных швов с целью выявления внутренних дефектов. Поэтому целесообразно применять при диагностировании сосудов и аппаратов наиболее целесообразно применять вихретоковый метод в сочетании с ультразвуковым, радиографическим или акустико-эмиссионным методами.