

Автоматизация проектирования процессов сборки ла. Математическая модель сборки и ее свойства.
Синтез технологических процессов - один из ответ-ственнейших этапов разработки ЛА. Можно выделить несколько видов задач синтеза технологии. Например, синтез технологии на первом уровне предполагает принятие таких технологических решений, которые не приводят к изменению параметров конструкции, а направлены лишь на снижение технологической себесто-имости, улучшение условий труда и т.д. К задачам технологического синтеза второго уровня следует отнести решения, связанные с изменением параметров конструк-ции. К ним относятся поиск и разработка технологических методов повышения качества и надежности конструкции, обеспечение ее технологичности и т.д. Задачи технологии третьего уровня отражают технологические решения, приводящие к изменению механики и аэромеханики ЛА при его эксплуатации. И, наконец, к задачам синтеза технологии высшего уровня можно отнести ее техноло-гические решения, приводящие к изменению тактико-технических характеристик ЛА, требуя тем самым исследо-ваний функционирования ЛА как системы.
Решения перечисленных задач технологии требуют прежде всего геометрического изображения ЛА в ЭВМ для отработки на нем соответствующих принимаемых реше-ний. Для этого наиболее подходящим методом представ-ления ДА в ЭВМ является формальное описание.
Можно с уверенностью подчеркнуть, что математи-ческим аппаратом решения названных задач является математическая логика, позволяющая достаточно четко формализовать предлагаемые технологом решения. Чтобы последнему удобно было при этом работать, необходимо организовать общение с ЭВМ на естественном языке.
Поскольку реализация технологических решений приводит к формализации, то рассмотрим постановку и решение такой задачи в терминах исчисления предикатов первого порядка. Задачу будем решать на примере сбор-ной единицы третьей группы сложности (сборки кессона киля).
Очевидно, в этом случае нам необходимо построить некоторую среду, которая обеспечивает достижения сбор-ки.
П![]() .
Обозначим вершинами графа Gi’
детали
.
Обозначим вершинами графа Gi’
детали
![]() ,
а ребрами
,
а ребрами
![]()
![]() -
связи между ними.
-
связи между ними.
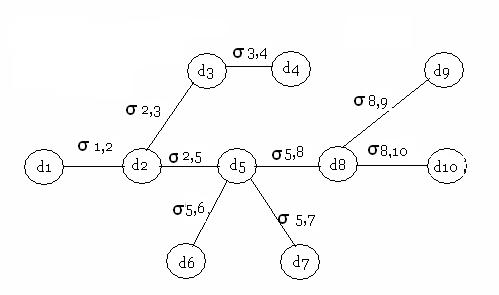
Рис. 3.8.
Граф Gi’, отражающий информацию о реальных конструктивных связях между деталями, называется графом сопряжений G(N,Σ).
В зависимости от конструктивных особенностей собира-емого изделия граф сопряжения G(N,Σ) может быть в виде линейной цепи, звезды, дерева или произвольного вида.
Граф сопряжений G(N,Σ) показывает возможные связи между деталями в изделии, но не отражает конструктивно-технологических и ресурсных ограниче-ний, всегда имеющих место при сборке реальных конструкций в конкретных производственных условиях. Поэтому необходимо знать все ограничения:
конструктивные:
-нельзя ставить деталь di+2 в сборочное положение до тех пор, пока не будет установлена деталь di+1 на деталь di (например, нельзя установить гайку на болт, пока не будет установлена шайба);
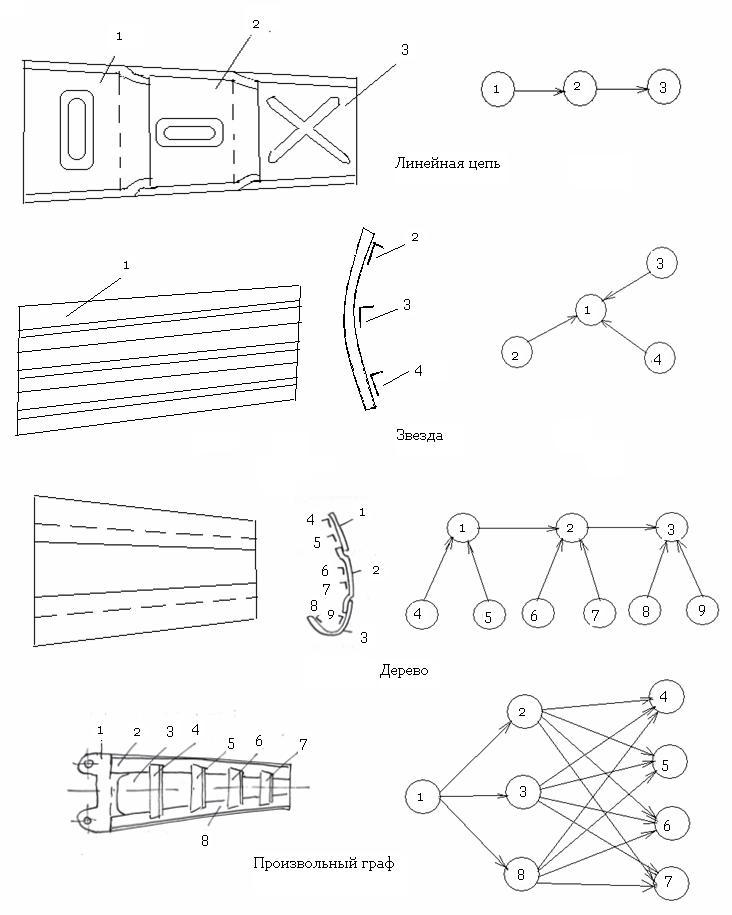
Рис. 3.9.
- нельзя установить деталь di+2 до тех пор, пока не будет установлена деталь di+1 на деталь di (например, нельзя установить на обшивку стрингеры, а затем между ними проложить прокладку);
-нельзя установить деталь dk внутрь объема, создан-ного деталями d1, d2, … , dk-1, если последние образовали замкнутый объем (например, нельзя установить рядовую нервюру внутрь крыльевого объекта, если он уже накрыт обшивками);
- и др.
Из числа технологических ограничений можно назвать:
-нельзя начинать последующую операцию, пока не выполнена предыдущая;
-нельзя нарушать порядок сборки, устанавливаемый методом сборки и т.д.
Организационные ограничения сводятся к наличию свободных рабочих зон, к определенному количеству множителей, полноте занятости располагаемых ресурсов. Эти ограничения должны отражаться в модели сборочного процесса при решении задачи оптимизации сборки изделия.
Введем понятие графа сборки. При выполнении операции соединения двух деталей (di, di+1) образуется подборка V(di, di+1), а в графе сопряжений G(N,Σ) исчезает соответствующее ребро σ(di, di+1). Следовательно, если выполнить в определенной последовательности удаление ребер в графе сопряжений G(N,Σ), то тем самым будет выполнено соединение всех деталей и получено готовое изделие I.
Рассмотрим пример сборки лонжерона (рис 3.10). Он состоит из семи элементарных деталей: 1- стенка лонжерона; 2 и 3 – силовые пояса; 4,5,6,7 – поперечные стойки.
Основная связующая деталь – стенка лонжерона – к ней крепятся пояса и стойки. Стойки крепятся также и к поясам лонжерона. Граф сопряжений лонжерона будет иметь вид (рис 3.11):
Первая операция – установка одного из поясов (2 или 3) на стенку. Пусть устанавливаем пояс 2. Тогда в графе сопряжений следует удалить ребро σ1,2. Далее устанавливаем пояс 3, т.е. удаляем ребро σ1,3 и т.д. В результате получаем собранный лонжерон.
Т.о.
полная сборка любого изделия I
означает стягивание графа сопряжений
T(N,Σ)
в точку (рис 3.12). Этот процесс стягивания
можно представить в виде графа сборки
S(Σ),
где вершины – операции стягивания σi,
а ребра – соотношение этих операций в
последовательности выполнения.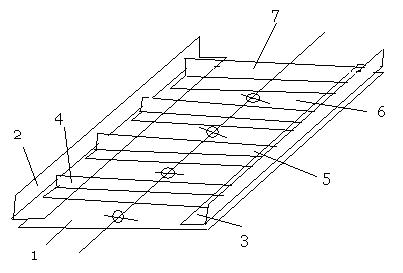
Рис. 3.10.

Рис. 3.11.
Т.к. для выполнения операции необходимо затратить время t(σ), то в графе сборки S(Σ) вершинам σi припишем длительности σ(t) их выполнения. Тогда граф сборки S(Σ) можно представить в виде. Рассмотрим ориентированный граф, вершины которого соответствуют сборочным опера-циям σ(t), а дуги ведут в две вершины, означающие либо детали, либо подсборки.
Р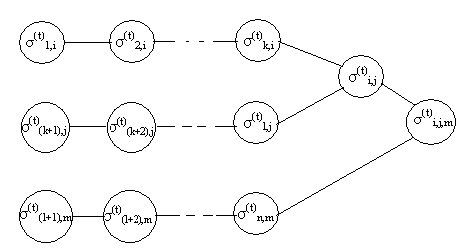 ис.
3.12.
ис.
3.12.
Назовем граф D(N,Σ) деревом сборки.
Из анализа дерева сборки D(N,Σ) следует, что оно представляет собой схему сборки, общепринятую в техно-логии производства ЛА.
Отличительной особенностью дерева сборки D(N,Σ) от технологической схемы сборки является указание не только на последовательность сборки, но и на наличие информации о величинах потребного времени для выпол-нения отдельных технологических операций σ(t) сборки.
Построение графа сборки S(Σ) как и дерева сборки D(N,Σ) нельзя вести произвольно. Надо учитывать конс-труктивные, технологические и организационные ограни-чения (рис 3.13).
Конструктивные ограничения накладываются харак-тером пространственных геометрических связей между деталями ЛА. Сама конструкция иногда диктует порядок наслоения деталей.
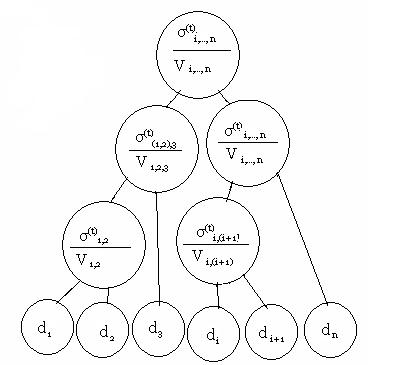
Рис. 3.13.
Математически
эти ограничения могут быть сформу-лированы
так: для некоторых множеств Г![]() зада-ны заранее множества операций
σ(Г), которые должны быть выполнены
(окончены) не позднее начала выполне-ния
одной из операций из σ(Г) множества Г.
зада-ны заранее множества операций
σ(Г), которые должны быть выполнены
(окончены) не позднее начала выполне-ния
одной из операций из σ(Г) множества Г.
Технологические
ограничения накладываются в виде
отношений порядка, т.е. некоторые операции
должны быть полностью выполнены до
начала последующих операций. Эти
ограничения формулируются так: для
неко-торых пар операций
![]() должно
выполняться усло-вие
должно
выполняться усло-вие
![]() ,
где U(σ)
– множество операций, предшес-твующих
σ
в
графе S(Σ).
,
где U(σ)
– множество операций, предшес-твующих
σ
в
графе S(Σ).
Для
выполнения операций сборки по графу
S(Σ)
необходимо располагать достаточным
количеством ресур-сов
![]() .
Множество ресурсов R(S)
будет доста-точным для сборки изделия
I
по графу S(Σ),
если количество ресурсов
.
Множество ресурсов R(S)
будет доста-точным для сборки изделия
I
по графу S(Σ),
если количество ресурсов
![]() достаточно
для выпол-нения каждой сборочной
операции.
достаточно
для выпол-нения каждой сборочной
операции.