

Требования к точности обводов агрегатов и их взаимному положению.
При сборке планера самолета необходимо учитывать жесткие требования в отношении точности воспроиз-ведения его аэродинамических обводов и достижения заданной точности узлов и агрегатов. Эти требования и возможные допуски зависят от назначения самолета и указываются в технических условиях. Рис. 2.4.
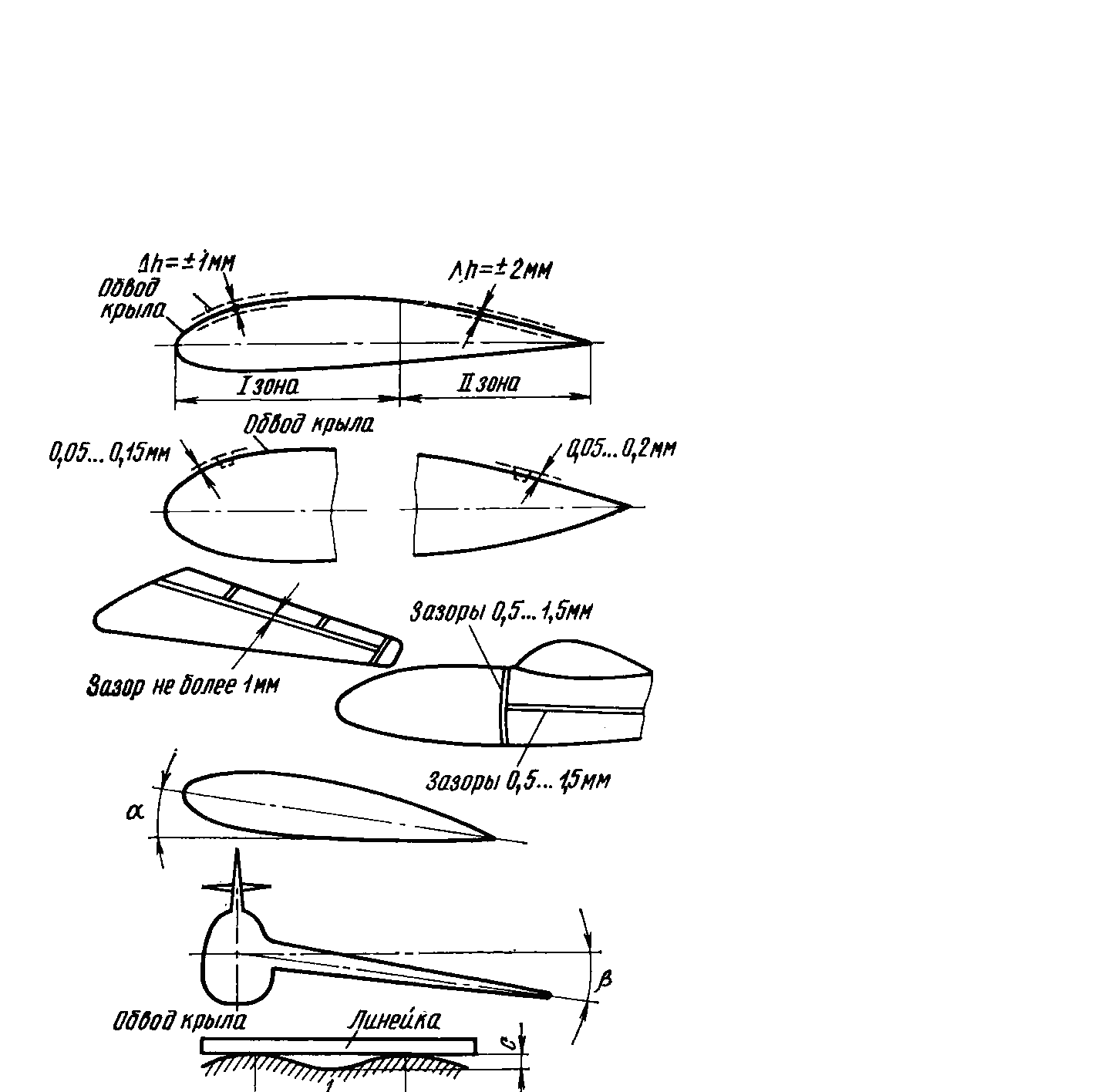
Рис.2.4.
Допуски на обводы и установочные углы
отдельных
агрегатов самолета.
Схемы сборочных процессов
В зависимости от степени членения конструкции планера самолета на сборочные единицы и степени дифференциации, сборочных и монтажных работ сбороч-ный процесс может выполняться по последовательной, параллельной и параллельно-последовательной схеме. Рис. 2.5.
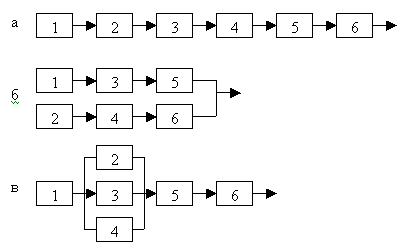
Рис. 2.5. а)Последовательная схема; б) Параллельная схема; в) Последовательно-параллельная схема.
Последовательная схема применяется для нерас-членяемых агрегатов. Сборка и монтаж осуществляется в неудобных условиях, применение механизации затруд-нительно, количество одновременно занятых испол-нителей ограничено. Следовательно, трудоемкость изго-товления нерасчлененной конструкции самая высокая, а производительный цикл длинный.
Параллельная схема используется для агрегатов, расчленяющихся на узлы, которые собираются незави-симо друг от друга. Основной объем монтажных работ выносится на панели, и они тоже выполняются парал-лельно. Цикл работы короткий, трудоемкость наимень-шая, качество высокое. Это объясняется возможностью механизации и расширения фронта работ, а также удобными условиями труда сборщиков и монтажников.
Параллельно-последовательная схема приме-няется для сборки агрегатов, расчлененных на панели и узлы, которые собираются параллельно, после чего стыкуются в агрегат. Монтажные работы и панели не выносятся, а выполняются в собранном агрегате. Таким образом, преимущества панелирования используются только для сборочных процессов.
Взаимосвязь конструкции и технологии.
Две стороны единого производственного процесса создания любого ЛА, а именно конструкция изделия и технология его изготовления, находятся в постоянной взаимосвязи и взаимозависимости. Существенные измене-ния в конструкции, опирающиеся на новейшие достиже-ния науки и техники, неизбежно вызывают необходимость появления новых технологических способов и приемов, которые позволяют практически реализовать все кон-структивные нововведения, и наоборот – достигнутые ре-зультаты в разработке принципиально новых техно-логических решений позволяют принимать такие конструкторские решения, которые отвечают запросам времени и удовлетворяют повышенным экономическим и целевым требованиям. При этом, как правило, первичной выступает конструкция, а вторичной, соподчиненной стороной является технология.
Борьба за уменьшение массы планера ЛА, увели-чение его ресурса и надежности приводит к следующим основным решениям при проектировании самолетов:
- отказ от конструктивных разъемов по всем основ-ным частям планера (например, переход на неразъемные конструкции крыла и фюзеляжа на широкофюзеляжных самолетах);
- увеличение геометрических размеров панелей, ба-лок, лонжеронов, шпангоутов, выполненных из монолит-ных заготовок (например, использование для изготовле-ния панелей толстолистовых обшивок (S = 8. . .12 мм и более) размерами 25,0*4,5 м);
- применение новых видов комбинированных мате-риалов, в том числе и композиционных (например, ис-пользование полиамидной бумаги и стекло-пакетов; при-менение сварных панелей с сотовыми заполнителями из титановых и стальных сплавов в конструкциях па-нелей; применение граффито- и боропластиков и других композиционных материалов), объем использования кото-рых в конструкции крыла составит 8. . .9 %, а в кон-струкциях гондол двигателя – до 75%;
- использование комбинированных монолитно-сбор-ных панелей, состоящих из толстолистовых обшивок, подкрепленных мощным стрингерным набором, или клееных панелей, когда толщина обшивки образуется в результате склеивания тонколистовых заготовок по всей поверхности листов.
Эти конструктивные решения обеспечивают значи-тельное снижение массы планера самолета, а также повышает его ресурс. Однако усложнение конструкции, расширение номенклатуры новых материалов неизбежно приводят к изменению технологических процессов, соста-ва и структуры оборудования для изготовления деталей и сборки изделий, увеличивают объемы и сложность технологического оснащения.