

9. Внешние характеристики источников питания
Внешняя характеристика источников питания (сварочного трансформатора, выпрямителя и генератора) - это зависимость напряжения на выходных зажимах от величины тока нагрузки. Зависимость между напряжением и током дуги в установившемся (статическом) режиме называется вольт-амперной характеристикой дуги. Внешние характеристики источников питания сварочной дуги показаны на рис. 90. Длина дуги связана с ее напряжением: чем длиннее сварочная дуга, тем выше напряжение. Чем круче характеристика, тем меньше влияет длина сварочной дуги на сварочный ток. При изменении напряжения на величину δ при крутопадающей характеристике изменение тока равно а1 при пологопадающей - а2.
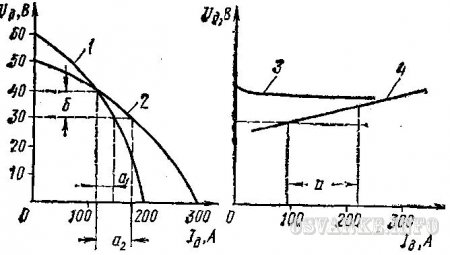 Рис.
90. Внешние характеристики источников
питания:
1 - крутопадающая, 2 -
пологопадающая, 3 - жесткая, 4 -
пологовозрастающая
Рис.
90. Внешние характеристики источников
питания:
1 - крутопадающая, 2 -
пологопадающая, 3 - жесткая, 4 -
пологовозрастающая
Для обеспечения стабильного горения дуги необходимо, чтобы характеристика сварочной дуги пересекалась с характеристикой источника питания (рис. 91). В момент зажигания дуги (рис. 91, а) напряжение падает по кривой от точки 1 до точки 2 - до пересечения с характеристикой генератора, т. е. до положения, когда электрод отводится от поверхности основного металла. При удлинении дуги до 3-5 мм напряжение возрастает по кривой 2-3 (в точке 3 осуществляется устойчивое горение дуги). Обычно ток короткого замыкания превышает рабочий ток, но не более чем в 1,5 раза. Время восстановления напряжения после короткого замыкания до напряжения дуги не должно превышать 0,05 с. На рис. 91, б показаны падающие характеристики 1 и 2 источника питания при жесткой характеристике дуги 3, наиболее приемлемой при ручной дуговой сварке.
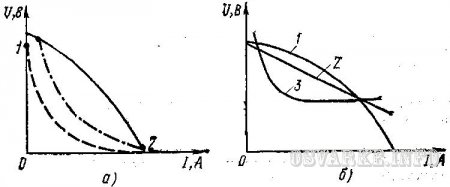 Рис.
91. Внешние характеристики источников
питания (а) и сварочной дуги (б)
(сплошная
линия - генератора, штриховая - дуги в
момент возбуждения, штрихпунктирная -
дуги при горении)
Рис.
91. Внешние характеристики источников
питания (а) и сварочной дуги (б)
(сплошная
линия - генератора, штриховая - дуги в
момент возбуждения, штрихпунктирная -
дуги при горении)
Напряжение холостого хода (без нагрузки в сварочной цепи) при падающих внешних характеристиках всегда больше рабочего напряжения дуги, что способствует значительному облегчению первоначального и повторного зажигания дуги. Напряжение холостого хода не должно превышать 75 В при номинальном рабочем напряжении 30 В. Для постоянного тока напряжение зажигания должно быть не менее 30-35 В, а для переменного тока 50-55 В. Согласно ГОСТ 7012-77Е для трансформаторов, рассчитанных на сварочный ток 2000 А, напряжение холостого хода не должно превышать 80 В. Повышение напряжения холостого хода источника переменного тока приводит к снижению косинуса «фи». Иначе говоря, увеличение напряжения холостого хода снижает коэффициент полезного действия источника питания. Источник питания для ручной дуговой сварки плавящимся электродом и автоматической сварки под флюсом должен иметь падающую внешнюю характеристику. Жесткая характеристика источников питаний (см. рис. 90, кривая 3) необходима при выполнении сварки в защитных газах (аргоне, углекислом газе, гелии) и некоторыми видами порошковых проволок, например СП-2. Для сварки в защитных газах применяются также источники питания с пологовозрастающими внешними характеристиками (см. рис. 90, кривая 4).
10.Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточного для легкого зажигания и устойчивого горения электрической дуги (не более 80 В), а также для регулировки силы сварочного тока. Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию, — вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60-65 В; напряжение при ручной сварке обычно не превышает 20-30 В. 8 нижней части сердечника 1 находится первичная обмотка 3, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно.
Вторичная обмотка 2, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта 4, с которым она связана, и рукоятки 5, находящейся на крышке кожуха трансформатора. Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 5 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока — 65-460 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40-180 А.
Для ручной дуговой сварки также используют трансформаторы с развитым магнитным рассеянием и подвижным магнитным шунтом, которые имеют на стержневых магнитопроводах частично разнесенные вторичные обмотки. Как видно из рис. 4.4, а, на стержнях 1 расположены катушки первичной обмотки 2 и частично разнесенной обмотки 3 и 4. В окне между катушками и стержнями помещен магнитный шунт, который изготовлен из трансформаторной стали, и его можно перемещать. Регулируя передвижение шунта, можно изменить индуктивное сопротивление и величину сварочного тока. Для работы на больших токах катушки вторичной обмотки соединяются параллельно (
11. Сварочные генераторы в основном применяются при ручной дуговой сварке штучными электродами. Как известно, по условиям статической устойчивости дуги в этом случае генератор должен иметь крутопадающие внешние статические характеристики, т. е. напряжение на зажимах генератора должно резко уменьшаться при увеличении сварочного тока
Сварочные генераторы входят в состав сварочных преобразователей и сварочных агрегатов.
Сварочный преобразователь содержит приводной трехфазный электродвигатель, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочный агрегат содержит приводной двигатель внутреннего сгорания, сварочный электрогенератор постоянного тока и устройство регулирования сварочного тока.
Сварочные генераторы подразделяют по конструкции на коллекторные и вентильные, а по принципу действия на генераторы с самовозбуждением и с независимым возбуждением.
Отличительной особенностью такого генератора является то, что на магнитных полюсах расположены две обмотки возбуждения. Одна (намагничивающая) питается от постороннего источника тока (с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток.
Размагничивающая обмотка, играя роль сопротивления, включенного последовательно с дугой, обеспечивает падающую характеристику генератора, а при ее секционировании ступенчато регулирует величину тока.
Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков - ступень больших токов.
12. Сварочные выпрямители служат для преобразования переменного тока в постоянный, предназначенный для питания сварочной дуги. С этой целью в выпрямителях используются полупроводниковые (селеновые, кремниевые или германиевые) выпрямительные элементы.
Сварочный выпрямитель (рис. 38) состоит из понижающего трехфазного трансформатора 3 с подвижными катушками, выпрямительного блока 2 с охлаждающим вентилятором 1, пускорегулирующеи и защитной аппаратурой, смонтированных в общем корпусе. Понижающий трехфазный трансформатор снижает напряжение сети до необходимого рабочего, а также служит для регулирования сварочного тока изменением расстояния между первичной и вторичной обмотками. Внутри сердечника трансформатора находоится ходовой винт с закрепленной на нем первичной обмоткой.
Сварочный выпрямитель имеет два диапазона регулирования сварочного тока. Сварка выпрямленным током может производиться на прямой и обратной полярности. При прямой полярности деталь подсоединяется к зажиму «+» источника, а электрод— к зажиму «-», при обратной полярности— наоборот. На положительном полюсе в результате бомбардировки его электронами выделяется больше теплоты, чем на отрицательном. Исходя из этого, обратную полярность применяют при сварке тонколистового металла, чтобы не прожечь его, а также при сварке высоколегированных сталей во избежание их перегрева.
Сварочный выпрямитель для дуговой сварки, как правило, состоит из силового трансформатора, выпрямительного блока, пускорегулирующей, измерительной и защитной аппаратуры.

В таких выпрямителях обычно используются трехфазные трансформаторы с увеличенным магнитным рассеянием – с подвижными обмотками или магнитными шунтами.

Режимы сварки регулируются комбинированно: ступенчато за счет переключения обмоток трансформатора со «звезды» на «треугольник» и плавно, например, в результате изменения зазора между обмотками трансформатора Этапы:
Выпрямление сетевого переменного напряжения имеющего частоту 50 Гц основным выпрямителем, изготовленным из силовых диодов собранных по мостовой схеме;
Превращение выпрямленного напряжения с увеличенными пульсациями в переменное напряжение с большой частотой;
Снижение переменного напряжения с большой частотой при помощи импульсного высокочастотного трансформатора до значения, удовлетворяющего напряжению сварки с вырабатыванием требуемого вида вольтамперной характеристики;
Перевод второстепенным выпрямителем переменного напряжения большой частоты, располагающего величиной сварочного напряжения, в константное напряжение с выравниванием пульсаций тока.