

3. Планы и оперативные характеристики планов выборочного контроля
При приемке партии продукции контроль может быть сплошным, когда контролируется каждая единица продукции (например, подшипник, бутылка воды, моток провода и т.п.). Такой контроль чаще всего экономически необоснован, а иногда и невозможен. Более распространен выборочный контроль, когда заключение о качестве партии продукции делается на основе анализа выборки ограниченного объема.
Выборочный контроль подразделяется:
•по времени проведения: на входной (закупочный контроль сырья и полуфабрикатов), промежуточный (межоперационный) и выходной (приемка и сертификация готовой продукции);
•по изменениям в результате контроля: на разрушающий и неразрушающий (например, для контроля прочности изделия его необходимо довести до разрушения);
по жесткости: на нормальный, усиленный (более сложный) и облегченный; переход с одного вида контроля на другой производится в зависимости от количества партий, которые были последовательно приняты, или наоборот, отклонены потребителем;
по контролируемому параметру: на количественный (в этом случае производится измерение контролируемого показателя качества продукции) и качественный (в частности, наиболее распространен контроль по альтернативному признаку, когда о каждом контролируемом объекте делается заключение, годен он или негоден, соответствует предъявляемым требованиям или не соответствует),
Применение плана статистического контроля по существу является проверкой статистической гипотезы h0. качество партии соответствует предъявляемым требованиям при альтернативной гипотезе Н1 качество партии не соответствует предъявляемым требованиям.
Основной характеристикой партии изделий при контроле по альтернативному признаку является генеральная доля дефектных изделий (процент несоответствующих единиц продукции в совокупности или партии) р ~D/N,
где В— число дефектных изделий в партии объемом N
Как правило, в практике статистического контроля генеральная доля p неизвестна и ее следует оценивать по результатам контроля ряда случайных выборок объема n изделий, из которых d — дефектные.
Процент несоответствующих единиц продукции в выборке - это число несоответствующих единиц продукции в выборке, умноженное на сто и деленное на объем выборки, т.е.,
Р = (d/n) 100
где d- число несоответствующих единиц продукции в выборке;n - объем выборки
Процент несоответствующих единиц продукции в совокупности или партии:
Число несоответствующих единиц продукции в совокупности или партии, умноженное на сто и деленное на объем совокупности или партии, т.е.
100p = 100D/N,
где p- доля несоответствующих единиц продукции;
D - число несоответствующих единиц продукции в совокупности или партии;
N - объем совокупности или объем партии.
Термины "процент несоответствующих единиц продукции" и"процент несоответствий на 100 единиц продукции" используются главным образом вместо терминов "доля несоответствующих единиц продукции" и "процент несоответствий на единицу продукции", ранее широко применявшихся.
Процент несоответствий на 100 единиц продукции в выборке – это число несоответствий в выборке, умноженное на сто и деленное на объем выборки,.
, Р = 100d/n
где d- число несоответствий в выборке; n- объем выборки.
Процент несоответствий на 100 единиц продукции в совокупности или партии: Число несоответствий в совокупности или партии, умноженное на сто и деленное на объем совокупности или объем партии, т.е.
, 100p = 100D/N,
где p- доля несоответствующих единиц продукции;
D - число несоответствующих единиц продукции в совокупности или партии;
N - объем совокупности или объем партии.
(Единица продукции может содержать одно или более несоответствие.)
Под планом статистического контроля будем понимать систему правил, указывающих методы отбора изделий для проверки, и условия, при которых партию следует принять, забраковать или продолжить контроль.
Различают следующие виды планов статистического контроля партии продукции по альтернативному признаку:
одноступенчатые,
двухступенчатые,
многоступенчатые
последовательные.
Одноступенчатые планы
Если среди n случайно отобранных изделий число дефектных от окажется не больше приемочного числа C (d < C), то партия принимается; в противном случае партия бракуется.
Двухступенчатые планы. Если среди nl случайно отобранным изделий число дефектных mt окажется не больше приемочного числи с, (mi < Cj), то партия принимается; если mt >.dt, где dt — браковочной число, то партия бракуется. Если же ci<mi< d{, то принимается решение о взятии второй выборки объемом п2. Тогда если суммарное число дефектных изделий в двух выборках (m1, + т2) < с2, то партия принимается, в противном случае партия бракуется по данным двух выборок. На рисунке 1 приведена схема двухступенчатого плана контроля.
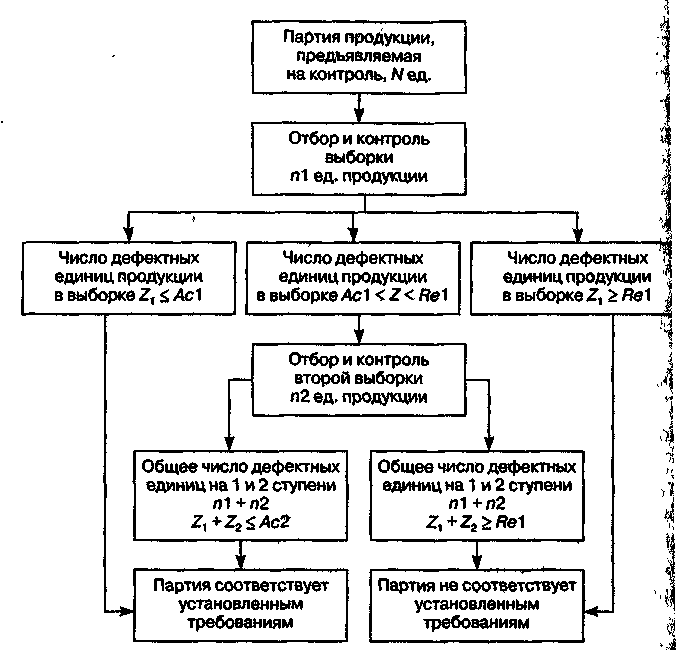
Рисунок 1. Схема двухступенчатого плана выборочного контроля
В случае контроля одиночных партий продукции выбор плана контроля целесообразно осуществлять на основе анализа оперативной характеристики с учетом браковочного уровня дефектности.
Многоступенчатые планы являются логическим продолжением двухступенчатых планов. Первоначально берется выборка объемом n и определяется число дефектных изделий m1. Если т1 < с то партия принимается. Если т1, > di (di > ct +1), то партия бракуется. Если жe C1 < m < di то принимается решение о взятии второй выборки объемом п2. Пусть среди n1, + п2 изделий имеется т2 дефектных. Тогда если т2 < с2, где с2 — второе приемочное число, то партия принимается; если m2 > d2 (d2 > c2 + 1), то партия бракуется. При с2 < т2 < d2 принимается решение о взятии третьей выборки. В дальнейшем контроль проводится по аналогичной схеме, за исключением последнего k-ro шага, при котором если mk < са, то партия принимается, если же mk > ck, то партия бракуется. При этом обычно принимается, что объем выборок одинаков.
Последовательные планы. Решение о контролируемой партии принимается после оценки качества ряда выборок, общее число которых заранее не установлено и определяется в процессе контроля по результатам предыдущих выборок
Одноступенчатые планы наиболее просты при организации контроля на производстве. Двухступенчатые, многоступенчатые и последовательные планы обеспечивают при том же объеме выборки большую точность принимаемых решений, но они более сложны в организации контроля и требуют значительных вычислений.
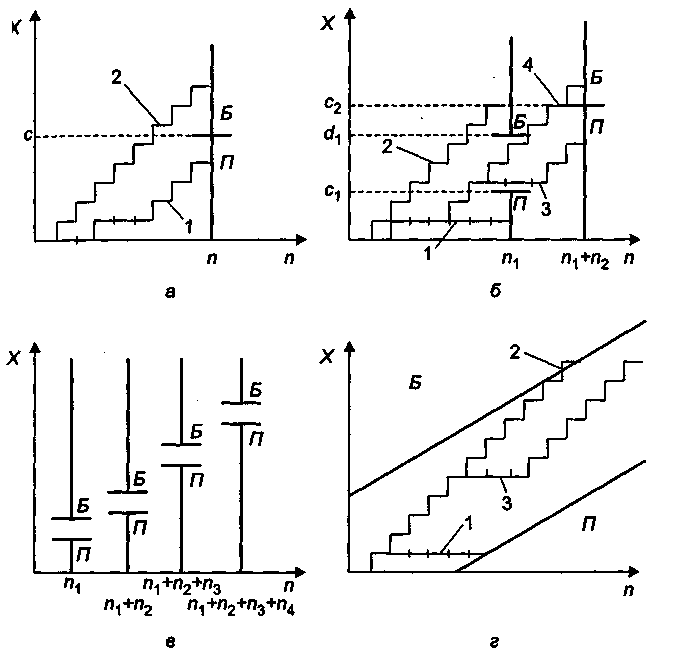
Рисунок.2. Графическое изображение планов контроля
:а — одноступенчатый (1 — приемка, 2 — браковка партии);
б - двухступенчатый (1 - приемка на первой ступени, 2 — браковка на первой ступени, 3 — приемка на второй ступени, 4 — браковка на второй ступени);
в — четырехступенчатый; г — последовательный контроль (1 - приемка, 2 - браковка,3 — продолжение контроля)
г- последовательный.
Задача статистического выборочного контроля фактически сводится к статистической проверке гипотезы о том, что доля дефектные изделий q в партии равна допустимой величине q0. Задача правильного выбора плана статистического контроля состоит в том, чтобы сдёлать ошибки первого рода (риск поставщика) и второго рода (риск потребителя) маловероятными.
Основным вероятностным показателем плана статистического контроля является оперативная характеристика.
Оперативной характеристикой плана контроля называется функция P(q), равная вероятности принять партию продукции с долей дефектных изделий q. Очевидно, что для каждого плана будет своя оперативная характеристика. В случае сплошного контроля продукции, при котором дефект не может быть пропущен, оперативная характеристика будет идеальной.
Она соответствует следующей функции:
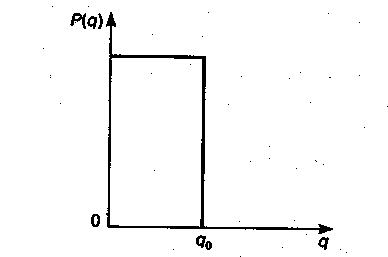
Рисунок 3 - Идеальная оперативная характеристика
Для планов выборочного контроля оперативная характеристика, приведенная на рис. 4, имеет вид плавной кривой.

Рисунок.4. Оперативная характеристика плана выборочного контроля: α — риск поставщика; β — риск заказчика; с — приемочное число
Каждый план имеет свою оперативную характеристику, которая демонстрирует его свойства. На горизонтальной оси указан уровень качества производственного процесса , на вертикальной оси – число партий в процентах, которые будут приняты при использовании этого плана. Оперативная характеристика может быть задана в виде таблицы, в виде формулы или в виде графика.
Пример . Построим оперативную характеристику плана приемочного контроля P(q) для разных долей дефектных изделий q (табл..1) при объеме партии N= 1200, объеме выборки п = 100, приемочном числе С = 3.
Решение
Оперативную. характеристику зададим в виде таблицы и в виде графика
.Таблица 1
q,% |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
P(q) |
1.0 |
0.98 |
0.86 |
0.65 |
0.43 |
0.25 |
0.15 |
0.08 |
0.04 |
0.02 |
0.01 |
Вероятность приемки партии P(q) рассчитаем по формуле(используя гипергеометрический закон распределения числа дефектных изделий
где cn — число сочетаний из N элементов по .n

На
рисунке показаны:
![]() -
риск поставщика;
-
риск поставщика;
![]() -
риск заказчика; AQL
- приемочный уровень дефектности (accept
- принимать; quality
- качество; level
- уровень); LQ
- браковочный
уровень дефектности.
На кривой F(q)
= f(q) совпадение
заданных и
-
риск заказчика; AQL
- приемочный уровень дефектности (accept
- принимать; quality
- качество; level
- уровень); LQ
- браковочный
уровень дефектности.
На кривой F(q)
= f(q) совпадение
заданных и
![]() в
точке
в
точке
![]() и
LQ
и
в
точке
и
LQ
и
в
точке
![]() маловероятно,
что и показано на рисунке. Другими
словами кривая F(q)=f(q)
должна быть согласована с величинами
AQL,
,
LQ
и
.
маловероятно,
что и показано на рисунке. Другими
словами кривая F(q)=f(q)
должна быть согласована с величинами
AQL,
,
LQ
и
.
Покажем процедуру использования оперативной характеристики плана приемочного контроля на численном примере.
Рассмотрим тенденции изменения вида функции F(q) при изменении величин n, Ac:
1. Допустим, что Ас / n = const, но n и Ас увеличиваются. Кривая при этом увеличивает свою крутизну и в пределе, когда n = N, выборочный контроль перейдет в сплошной и AQL = LQ.
2. Пусть при n = const, Ас увеличивается.
3. Если при n = const, Ас увеличивается, то контроль становится менее жестким.
4. Ас = const; n увеличивается, контроль ужесточается.
Для разных планов контроля кривые функции P(q) будут иметь различный вид. Для примера приведем в таблице.2 вероятности принятия партии Р(q), варьируя значениями параметров (n, с,q),а на рисунке..3 отразим оперативные характеристики Р(q) нескольких планов.
Из графика видно, что планы с C = 0 даже при малых значениях дефектности партии р гарантируют небольшую вероятность приемки партии, т.е. эти планы очень жесткие. •

Рисунок 5-. Оперативные характеристики:
а —план (5,0);
б —план (20,0);
в —план (20,2)
Таблица 2 -Вероятность приемки партии Р(q)
план (n,C); |
Уровень дефектности, q |
|||
0,05 |
0,1 |
0,3 |
0,5 |
|
(10,2) |
0,99 |
0,93 |
0,38 |
0,05 |
(20,0) |
0,36 |
0,12 |
0 |
0 |
(20,2) |
0,92 |
0,68 |
0,4 |
0 |
В случаях, где единственно возможным методом контроля критических дефектов является разрушающий контроль (например, цельносварные изделия ракетной техники), можно проводить выборочный контроль.
В этом случае приемочное число Ac. = 0, а браковочное число Rc = 1. Объем выборки определяется по формуле n=k/p
Где k — коэффициент, зависящий от риска появления одной дефектной единицы продукции в выборке;
р — максимально допустимый процент дефектных единиц продукции в выборке