

Тво б и жби при избыточном давлении. Пять этапов автоклавирования, конструкции автоклавов. Вакуумирование.
Тепловлажностная обработка бетона при избыточном по сравнению с атмосферным давлении
Последние исследования как у нас, так и за рубежом показали, что избыточное давление в период твердения бетона оказывает большое влияние на его структуру и прочность. Например, прочность бетона, прогреваемого в формах под давлением 0,25 МПа, выше, чем в обычных закрытых формах в 1,5 раза. Механическое обжатие бетона в 0,005—0,01 МПа позволяет сократить цикл ТВО и увеличить прочность. Даже жесткие металлические формы, способные противостоять температурным и влажностным расширениям бетона, улучшают его механические показатели.
Поэтому сейчас наблюдается тенденция использовать избыточное давление в период ТВО не только для получения силикатных и легких (теплоизоляционных) бетонов, но и для ТВО тяжелых бетонов.
Если любой бетон поместить в герметичную установку и проводить ТВО паром, то в нем, как и при ТВО в установках при атмосферном давлении, будут идти процессы тепло- и массообмена. В какой-то мере эти процессы аналогичны наблюдаемым в установках, работающих при атмосферном давлении, но в то же время и отличаются от них.
Возьмем полностью герметизированную установку. Поместим в нее изделие в стальной форме. Установка оборудована системой подачи пара, системой отвода конденсата, системой вакуумирования, вентилями на системах и предохранительным клапаном, защищающим установку от развития в ней сверхдопустимого давления. В такую установку можно, закрыв вентиль на системе отбора воздуха, подать пар по системе, необходимое избыточное давление обычно в 1 -1,2 МПа. Тогда пар будет поступать в установку, в которой уже находится воздух. Общее давление в ней начнет возрастать. В любой момент в этом случае оно будет складываться из парциального давления пара и парциального давления воздуха. В соответствии с ростом давления в установке будет увеличиваться и температура. Пар, конденсируясь на материале, отдает теплоту материалу, нагревает открытую поверхность и создает пленку конденсата. Одновременно нагревается и форма. Поверхность материала будет нагреваться несколько больше, чем днища формы. Из-за неравномерности температурного поля возникают градиенты температур, вызывающие частные потоки массы вследствие термовлагопроводности.
Материал увлажняется под действием частного потока массы от пленки конденсата толщиной б, а от днища формы влага передвигается к центру изделия за счет частного потока массы.
Можно заметить идентичность с процесс нагрева бетона в открытой форме, помещенной в установку с атмосферным давлением. Однако в силу увеличения разности температур в установке с давлением порядка 1-1,2 МПа, свежезагруженной материалом и паровоздушной смесью, перепады температур и влагосодержаний при избыточном давлении значительно выше. Следовательно, в изделии вследствие увеличенных перепадов температур и влагосодержания при температурном расширении и слоев и при набухании слоев из-за увеличенного перепада влагосодержания возникает значительно большее напряженное состояние. Однако в рассматриваемой установке на открытую поверхность бетона действует избыточное давление, которое вместе со стенками и днищем формы обжимает бетон в процессе нагрева и позволяет получить лучшую структуру и повысить таким образом качество изделий.
Рассмотрим теперь воздействие избыточного давления, образующегося внутри материала, на внутренний тепло- н массообмен. По указанным ранее причинам в материале возникает избыточное давление, пропорциональное температуре материала в каждой точке поперечного сечения. Если при атмосферном давлении в установке это давление на поверхности релаксировалось, то в данном случае с поверхности на материал и через неплотности в днище будет действовать значительно большее избыточное давление, чем внутри материала. Поэтому релаксации не будет, а, наоборот, с открытой поверхности давление в материале может быть несколько выше, чем в процессе нагрева. В установке, работающей с избыточным давлением, у днища формы бетон должен характеризоваться меньшим влагосодер-жанием, чем в установке, работающей при атмосферном давлении. Следовательно, с точки зрения распределения влаги нагрев при избыточном давлении менее предпочтителен. обработанный бетон при избыточном давлении имеет лучшую структуру и более высокие прочностные показатели. Очевидно, избыточное давление компенсирует потери в нарушении структуры, возникающие из-за большей неравномерности влагосодержаний.
Для повышения температуры и увеличения коэффициента теплоотдачи к материалу в установках, работающих на избыточном давлении, применяют вакуумпрование или продувку. И тот и другой методы рассчитаны на удаление из них воздуха и получения среды чистого пара. В этом случае достигается более высокая температура и больший коэффициент теплоотдачи к материалу при одном и том же давлении. Вакуумирование состоит в следующем. После загрузки установку герметизируют и включают вакуум-насосы. Вакуумирование ведут до достижения 70-75 % полного вакуума в течение 10-15 мин. При этом кроме воздуха из установки удаляется и часть воздуха из бетона, что позволяет получать изделия с более плотной структурой. Подача пара с нарастающим давлением позволяет обжимать бетон и также улучшает его прочностные показатели.
Другие условия создаются при продувке установки. После загрузки установка не герметизируется, оставляется открытой дверь, либо гидравлический затвор. В сообщающуюся с атмосферой установку начинают подавать пар. Пар, смешиваясь с воздухом, заполняет ее, образует паровоздушную смесь. Свежие порции пара постепенно вытесняют паровоздушную смесь и температура в какой-то момент при атмосферном давлении достигает 100 °С. После этого установка полностью герметизируется, подача пара для ТВО продолжается и достигает заданного значения. Продувка позволяет увеличить температуру несколько больше, чем вакуумирование, так как из установки удаляется весь воздух, однако длится она 1-2 ч при нагреве до 100 °С именно тогда, когда бетон нуждается в обжатии. Обжатие после этого к положительным результатам не приводит. Следовательно, процесс продувки вряд ли целесообразен.
Во время изотермической выдержки вследствие выравнивания температурного поля и поля влагосодержаний происходит ослабление напряженного состояния. При охлаждении из автоклава сбрасывается пар. Давление в нем падает, температура снижается. Понижение температуры приводит к охлаждению материала (с поверхности), сопровождающемуся испарением влаги. В материале возникают градиенты температуры ^, влагосодержания , а по мере приближения давления к атмосферному появляется и градиент давления. Эти градиенты вызывают частные потоки массы, направленные к поверхности, аналогично процессу в пропарочной камере, где ТВО ведется насыщенным паром. При достижении атмосферного давления дальнейшее охлаждение также идет аналогично происходящему в пропарочной камере. Таким образом, весь тепло- и массообмен, а также возникающее напряженное состояние при обработке паром в автоклаве (при избыточном давлении) близки по физической сущности к процессам, проходящим в пропарочной камере при атмосферном давлении.
Можно выделить пять этапов автоклавной обработки:
Первый этап (запаривания) - от начала впуска пара до установления в автоклаве температуры, равной 100° С. На этой стадии пар, как очень эффективный теплоноситель, отдает тепло. При этом чем выше давление пара, тем выше его теплосодержание и тем, следовательно, более эффективна отдача тепла. При 0,8 МПа энтальпия (суммарная) жидкости и пара составляет 833 ккал/кг, при 12 - 855, при 16 - 875, при 25 - 900, при 50 - 942, при 100 МПа - 986 ккал/кг.
Впуск пара является сложным и ответственным моментом автоклавизации. Обладая большей теплопроводностью, стенки автоклава, вагонетки и другие металлические предметы раньше, чем автоклавизируемые изделия, достигают температуры 100° С. Так как температура поверхности изделий в этот период ниже температуры водяного пара, теплообмен идет за счет конденсации водяных паров на поверхности изделий. На этой стадии (до 100° С) наблюдается во всех случаях максимальный температурный перепад как между средой и поверхностью образца, так и между поверхностью и центром образца, достигающий 30-50° С. В зависимости от конфигурации, размера и теплопроводности температурный перепад и связанные с этим напряжения могут вызвать разрушение изделий.
Второй этап начинается при t > 100°С, т. е. с момента подъема давления, и продолжается до момента достижения максимального давления в автоклаве. В этот период наблюдается повышение не только температуры, но и давления пара. Этим второй этап существенно отличается от первого. С повышением давления ускоряется процесс теплообмена, пар под давлением проникает в поры изделия и там конденсируется, что способствует нагреву по всему сечению образца. На этой стадии, перепад температуры между поверхностью и центром сокращается до 3-5°, что уже не может вызвать разрушающих температурных напряжений. Тем более, что к этому времени образец приобрел некоторую прочность.
Третий этап - выдержка изделий при постоянных давлении и температуре. Через 30…60 мин выдержки выравнивается температура по сечению изделий. Длительность выдержки сокращается по мере увеличения давления.
Третий этап - выдержка изделий при постоянном давлении и температуре. Температура по сечениям образца выравнивается примерно через 30…60 мин от начала выдержки. При высоких давлениях (1,6-2 МПа) даже небольшие колебания температуры среды (5-7°) отражаются на температуре не только поверхности, но и центра изделий.
Продолжительность изотермической выдержки определяется требованиями, предъявляемыми к качеству изделия, а также в зависимости от величины давления. Длительность третьей стадии должна изменяться в соответствии с установленной закономерностью: чем выше давление, тем короче режим автоклавизации; в ряде случаев третья стадия может отсутствовать (так называемый, пиковый режим).
Четвертый этап автоклавной обработки начинается с момента снижения давления. В этот момент изделие имеет более высокую температуру, чем среда, поэтому в порах, заполненных конденсатом, происходит бурное парообразование, что может вызвать разрушение. Происходит как бы самовзрыванне образца.
На этой стадии в материале могут появиться трещины, и для их предотвращения важно снижать давление в автоклаве как можно медленнее, не допуская резких сбросов пара.
Пятый этап условно ограничивается температурой от 100 до 18-20° С, т. е. это период окончательного остывания изделии либо в автоклаве, либо после выгрузки их из автоклава.
Температурный перепад «изделие — среда» на пятой стадии достигает 30-40° С. Повышенная скорость остывания при этом может вызвать появление микротрещин, что влияет на механическую прочность. Поэтому и этот период следует считать опасным в отношении целостности и механических свойств изделия. Обычно влиянию температурных напряжений при подъеме давления придается излишне большое значение, так как не учитываются факторы, снижающие эти напряжения: конденсацию пара, которая происходит вследствие того, что при подъеме давления температура образцов ниже температуры пара в автоклаве, и экзотермические реакции гидратации, которые приводят к более быстрому разогреванию внутренних слоев образца. При спуске давления пара температурные напряжения возникают в основном за счет разности температур в автоклаве и в образце. Вследствие тепловой инерции образец оказывается перегретым по отношению к температуре автоклава. Это приводит к интенсивному парообразованию в образце, что создает дополнительные напряжения, особенно на его поверхности.
К пяти этапам добавили шестой - вакуумирование автоклавного пространства в течение 1-2 ч до разрежения 50-60 МПа., предназначенное для сокращения сроков спуска давления до атмосферного в автоклаве и, что особенно важно, в изделиях и с целью уменьшения влажности изделий после снижения давления. В результате вакуумирования давление водяного пара внутри изделий становится выше автоклавного на 0,015-0,025 МПа. Это вызывает снижение температуры и способствует сушке изделий.
Автоклавная обработка - разновидность тепловлажностной обработки, применяемой для ускорения твердения бетонов. В отличие от пропаривания, твердение бетона в автоклавах происходит в среде насыщенного водяного пара обычно под давлением 0,9…1,3 МПа при 175…191 °С. В последние годы доказана эффективность повышения температуры водяного пара до 200…225°С. С целью повышения температуры вместо насыщенного пара можно использовать перегретый пар и парогазовую смесь.
Автоклавы представляют собой герметически закрывающиеся, цилиндрические или прямоугольные сосуды, рассчитанные на рабочее давление 0,8-1,6 Мн/м2. Внутренний диаметр современных автоклавов 3,6 м, длина корпуса 21 м, они так называемого проходного типа. В такой автоклав поезд из вагонеток заталкивается с одною конца, а через другой поело работы выгружается готовая продукция. Различают два типа таких автоклавов: проходные и непроходные (тупиковые). В проходных крышки съемные. Изделия загружают и выгружают с противоположных торцов. В тупиковых - один торец глухой, другой - со съемной крышкой. Изделия загружают и выгружают с одного и того же торца. Наружная поверхность корпуса и паропроводов покрыта слоем теплоизоляционного материала толщиной 10-12 см. Крышки прикреплены болтами (48 шт. на одну крышку) или быстродействующими байонетными затворами. Герметизация обеспечивается уплотняющими прокладками, в которые можно подать сжатый воздух. Для большей сохранности прокладок их в процессе работы автоклава охлаждают водой. По дну автоклава уложены рельсовые пути для перемещения вагонеток с изделиями, которые загружают и выгружают электролебедками, толкателями и автопогрузчиками. Наиболее целесообразно перемещать сразу весь состав сцепленных между собой вагонеток. Около рельса, по всей его длине, размещена паровпускная труба с отверстиями, направленными вверх. Для улучшения циркуляции среды на паропровод ставят расширяющиеся сопла Лаваля. Воздух, снижающий температуру чистого насыщенного пара, удаляется в атмосферу через отводной клапан. Чистоту пара (отсутствие воздуха) контролируют по манометру и термометру. Если температура среды в автоклаве ниже температуры насыщения пара в нем, значит пар разбавлен воздухом. Чем больше воздуха, тем больше разность температур. Предохранительный клапан автоклава предотвращает превышение давления пара сверх допустимого. При малейшем превышении давления в автоклаве сверх нормального клапан срабатывает и выпускает излишек пара. При пуске или перепуске пара из одного автоклава в другой должны быть открыты вентили для спуска конденсата и выпуска воздуха. После окончания пуска пара или уравнивания давления в обоих автоклавах закрывают вентиль впуска пара на подогреваемом автоклаве и перепуска пара на охлаждаемом. При перепуске пара подъем температуры должен соответствовать принятому режиму тепловой обработки. Оставшийся пар используют на технологические нужды (подогрев воды, заполнителей и т. д.). Устанавливают автоклав на 5-8 опорах. Одна из них неподвижная, остальные подвижные, благодаря чему устраняются напряжения, возникающие в корпусе от теплового расширения. Внедрение автоклавной обработки изделий сдерживается высокой металлоемкостью автоклавов. Удельные затраты металла на единицу готовой продукции снижаются по мере увеличения оборачиваемости автоклавов и максимального использования их полезного объема. В прямоугольных автоклавах достигается максимальное заполнение полезного объема. Их изготовляют из преднапряженного железобетона, обшитого внутри сварной рубашкой из листовой стали толщиной 5-10 мм, обеспечивающей паронепроницаемость ограждения. Корпус автоклава монтируют на фундаментной плите. Торцы закрывают крышками, которые перемещаются по направляющим, расположенным в приямках. Давление достигает 0,8 Мн/м2.
П а
рис. - автоклав, состоящий из корпуса 1
с
теплоизоляцией
13
и
его оборудования. К оборудованию
относятся две быстро закрывающиеся
крышки 2, механизм, закрывающий и
открывающий крышки 3,
два
предохранительных клапана 4,
патрубок
ввода пара 12,
патрубок
для вывода конденсата 7, патрубок для
включения в вакуум-систему 10
и
патрубок для перепуска пара 5. Сам корпус
устанавливают на опоры, одна из
которых закреплена неподвижно - 11,
а
остальные - подвижные 8,
что
позволяет корпусу при тепловом
расширении передвигаться по ним. В
корпусе для загрузки вагонеток на
специальных опорах смонтирован рельсовый
путь 9
с
колеей 1524 мм. Внизу между рельсами во
всю длину корпуса вмонтирована
перфорированная труба 6,
соединенная
с патрубком ввода пара и предназначенная
для раздачи пара в автоклаве.
Производительность автоклава
характеризуется длительностью цикла
работы и количеством загружаемой
продукции. К садке изделий на вагонетку
предъявляют большие требования. Чем
больший объем изделий удается
разместить на вагонетке, тем экономичнее
работа автоклава. Количество изделий,
загруженных в автоклав, характеризуют
коэффициентом его заполнения.
Под
коэффициентом заполнения понимают
отношение объема загруженных изделий
к объему автоклава. Цикл работы автоклава
складывается из времени, необходимого
на загрузку, времени, необходимого на
тепловую обработку, равного времени,
затрачиваемому на периоды подъема
температуры, изотермической выдержки
и времени то охлаждения материала, а
также времени на выгрузку и чистку
самого автоклава. Цикл выражают в часах
и для различных материалов он колеблется
в пределах 12-18 ч. Расход пара на ТВО
достаточно велик и составляет в среднем
300-400 кг на 1м3 плотных изделий. Работа
автоклава заключается в следующем.
На путях колеи 1520 мм в цехе формируют
состав загруженных изделиями вагонов
и заталкивают его в подготовленный с
открытыми
крышками автоклав. После загрузки и
герметизации крышек можно либо включить
подачу пара и начать ТВО, либо включить
вакуумирование и потом начать обработку,
либо, не закрывая крышек, включить подачу
пара и начать продувку. Далее автоклав
работает следующим образом. Сначала
путем подачи пара поднимают температуру
до максимальной, затем осуществляется
изотермическая выдержка, причем пар в
это время подается только на компенсацию
потерь теплоты. По окончании выдержки
начинается охлаждение. Подача пара при
этом отключается.
а
рис. - автоклав, состоящий из корпуса 1
с
теплоизоляцией
13
и
его оборудования. К оборудованию
относятся две быстро закрывающиеся
крышки 2, механизм, закрывающий и
открывающий крышки 3,
два
предохранительных клапана 4,
патрубок
ввода пара 12,
патрубок
для вывода конденсата 7, патрубок для
включения в вакуум-систему 10
и
патрубок для перепуска пара 5. Сам корпус
устанавливают на опоры, одна из
которых закреплена неподвижно - 11,
а
остальные - подвижные 8,
что
позволяет корпусу при тепловом
расширении передвигаться по ним. В
корпусе для загрузки вагонеток на
специальных опорах смонтирован рельсовый
путь 9
с
колеей 1524 мм. Внизу между рельсами во
всю длину корпуса вмонтирована
перфорированная труба 6,
соединенная
с патрубком ввода пара и предназначенная
для раздачи пара в автоклаве.
Производительность автоклава
характеризуется длительностью цикла
работы и количеством загружаемой
продукции. К садке изделий на вагонетку
предъявляют большие требования. Чем
больший объем изделий удается
разместить на вагонетке, тем экономичнее
работа автоклава. Количество изделий,
загруженных в автоклав, характеризуют
коэффициентом его заполнения.
Под
коэффициентом заполнения понимают
отношение объема загруженных изделий
к объему автоклава. Цикл работы автоклава
складывается из времени, необходимого
на загрузку, времени, необходимого на
тепловую обработку, равного времени,
затрачиваемому на периоды подъема
температуры, изотермической выдержки
и времени то охлаждения материала, а
также времени на выгрузку и чистку
самого автоклава. Цикл выражают в часах
и для различных материалов он колеблется
в пределах 12-18 ч. Расход пара на ТВО
достаточно велик и составляет в среднем
300-400 кг на 1м3 плотных изделий. Работа
автоклава заключается в следующем.
На путях колеи 1520 мм в цехе формируют
состав загруженных изделиями вагонов
и заталкивают его в подготовленный с
открытыми
крышками автоклав. После загрузки и
герметизации крышек можно либо включить
подачу пара и начать ТВО, либо включить
вакуумирование и потом начать обработку,
либо, не закрывая крышек, включить подачу
пара и начать продувку. Далее автоклав
работает следующим образом. Сначала
путем подачи пара поднимают температуру
до максимальной, затем осуществляется
изотермическая выдержка, причем пар в
это время подается только на компенсацию
потерь теплоты. По окончании выдержки
начинается охлаждение. Подача пара при
этом отключается.
В целях экономии пара на заводах перепускают пар из одного автоклава в другой. С появлением на предприятиях автоклавов 3,6 м, которые заменили автоклавы 2,6 м, число работающих установок снизилось до 2-4. Поэтому перепускать пар стало затруднительно и на предприятиях в целях экономии расхода пара стали применять пароснабжение с дополнительной емкостью-паровым аккумулятором. В качестве парового аккумулятора используют старый автоклав малого диаметра.
Можно выделить пять этапов автоклавной обработки - запаривания. Первый этап имеет место от начала впуска пара до установления в автоклаве температуры 100 °С. На этом этапе пар интенсивно отдает теплоту, и эффективность его как теплоносителя повышается по мере увеличения давления, что обусловлено ростом его теплосодержания (энтальпии). Так как температура поверхности изделий в этот период ниже температуры водяного пара, теплообмен идет за счет конденсации водяных паров на поверхности изделий.
Второй этап начинается с момента подъема давления в автоклаве, т. е. при t > 100°С. При повышении давления теплообмен ускоряется, и изделие прогревается по всему сечению.
Третий этап — выдержка изделий при постоянных давлении и температуре. Через 30…60 мин выдержки выравнивается температура по сечению изделий. Длительность выдержки сокращается по мере увеличения давления.
Четвертый этап автоклавной обработки начинается с момента снижения давления. В этот момент изделие имеет более высокую температуру, чем среда, что вызывает парообразование в порах материала. На этой стадии в материале могут появиться трещины, и для их предотвращения важно снижать давление в автоклаве как можно медленнее. Для сокращения сроков спуска давления и с целью уменьшения влажности изделий после снижения давления рекомендуется вакуумирование автоклавного пространства в течение 1—2 ч до разрежения 50—60 МПа. В результате вакуумирования давление водяного пара внутри изделий становится выше автоклавного на 0,015 — 0,025 МПа, что способствует снижению температуры и сушке изделий.
Пятый этап - охлаждение изделий от 100 °С до нормальной температуры. Здесь также важно обеспечить скорость охлаждения в таких пределах, которые не вызвали бы микротрещинообразования.[7]
Результатом автоклавной обработки является не только ускорение твердения бетонов за счет повышения скорости гидратации вяжущих, но и, что особенно важно, образование новых соединений цементирующих веществ - гидросиликатов кальция и магния. Синтез этих соединений при повышенных значениях температуры и давления водяного пара идет в автоклавах из материалов, которые при обычных условиях не взаимодействуют друг с другом.
Работа автоклава заключается в следующем: На путях колеи 1520 мм в цехе формируют состав загруженных изделиями вагонов и заталкивают его в подготовленный с открытыми крышками автоклав. После загрузки и герметизации крышек можно либо включить подачу пара и начать тепловлажностную обработку, либо включить вакуумирование и потом начать обработку либо, не закрывая крышек, включить подачу пара и начать продувку. Далее автоклав работает следующим образом. Сначала путем подачи пара поднимают температуру до максимальной, затем осуществляется изотермическая выдержка, причем пар в это время подается только на компенсацию потерь теплоты. По окончании выдержки начинается охлаждение. Подача пара при этом отключается.
Для повышения температуры и увеличения коэффициента теплоотдачи к материалу в установках, работающих на избыточном давлении, применяют вакуумпрование или продувку. И тот и другой методы рассчитаны на удаление из них воздуха и получения среды чистого пара. В этом случае достигается более высокая температура и больший коэффициент теплоотдачи к материалу при одном и том же давлении. Вакуумирование состоит в следующем. После загрузки установку герметизируют и включают вакуум-насосы. Вакуумирование ведут до достижения 70-75 % полного вакуума в течение 10-15 мин. При этом кроме воздуха из установки удаляется и часть воздуха из бетона, что позволяет получать изделия с более плотной структурой. Подача пара с нарастающим давлением позволяет обжимать бетон и также улучшает его прочностные показатели.
Другие условия создаются при продувке установки. После загрузки установка не герметизируется, оставляется открытой дверь, либо гидравлический затвор. В сообщающуюся с атмосферой установку начинают подавать пар. Пар, смешиваясь с воздухом, заполняет ее, образует паровоздушную смесь. Свежие порции пара постепенно вытесняют паровоздушную смесь и температура в какой-то момент при атмосферном давлении достигает 100 °С. После этого установка полностью герметизируется, подача пара для ТВО продолжается и достигает заданного значения. Продувка позволяет увеличить температуру несколько больше, чем вакуумирование, так как из установки удаляется весь воздух, однако длится она 1-2 ч при нагреве до 100 °С именно тогда, когда бетон нуждается в обжатии. Обжатие после этого к положительным результатам не приводит. Следовательно, процесс продувки вряд ли целесообразен.
Во время изотермической выдержки вследствие выравнивания температурного поля и поля влагосодержаний происходит ослабление напряженного состояния. При охлаждении из автоклава сбрасывается пар. Давление в нем падает, температура снижается. Понижение температуры приводит к охлаждению материала (с поверхности), сопровождающемуся испарением влаги. В материале возникают градиенты температуры ^, влагосодержания , а по мере приближения давления к атмосферному появляется и градиент давления. Эти градиенты вызывают частные потоки массы, направленные к поверхности, аналогично процессу в пропарочной камере, где ТВО ведется насыщенным паром. При достижении атмосферного давления дальнейшее охлаждение также идет аналогично происходящему в пропарочной камере. Таким образом, весь тепло- и массообмен, а также возникающее напряженное состояние при обработке паром в автоклаве (при избыточном давлении) близки по физической сущности к процессам, проходящим в пропарочной камере при атмосферном давлении.
Перепуск: В целях экономии пара на заводах перепускают пар из одного автоклава в другой. С появлением на предприятиях автоклавов 3,6 м, которые заменили автоклавы 2,6 м, число работающих установок снизилось до 2-4. Поэтому перепускать пар стало затруднительно и на предприятиях в целях экономии расхода пара стали применять пароснабжение с дополнительной емкостью - паровым аккумулятором. В качестве парового аккумулятора используют старый автоклав малого диаметра. Схема пароснабжения двух автоклавов с паровым аккумулятором показана на рис. (I и II - автоклавы, III - паровой аккумулятор). По такой схеме автоклавы работают следующим образом.
П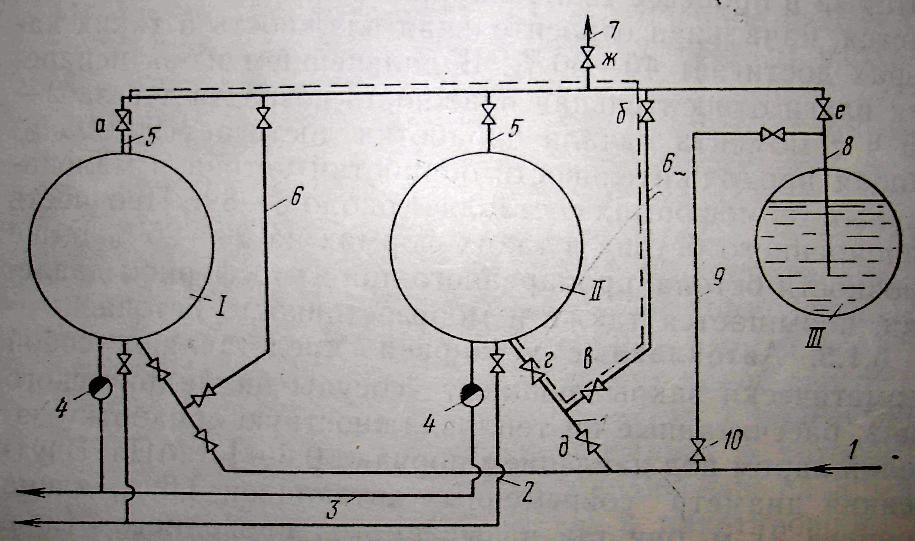 о
системе паропроводов 1
подается
рабочий пар
из системы
пароснабжения предприятия. Эта система
имеет подводы
к каждому автоклаву, которые на рисунке
обозначены
соответственно I
и
II.
Система 3
предусматривает
удаление
конденсата из каждого автоклава через
конденсатоотделительное устройство 4
в
конденсационную
сеть.
Система 2
служит
для присоединения автоклавов
к
вакуум-насосу. Система 5
предназначена
для
отбора пара
из автоклавов и передачи его либо в
паровой аккумулятор,
либо на перепуск в другой автоклав, либо
для
выброса отработанного пара в атмосферу
через
трубопровод 7.
Система
6
служит для перепуска пара
в автоклавы. Назначение
системы 8
- передавать пар
в емкость-аккумулятор III
или
для отбора из аккумулятора. Система 9
служит
для зарядки аккумулятора. Все
системы снабжены
вентилями 10.
Пусть
в первом автоклаве
закончился
период изотермической выдержки,
который
проводился при Р=1 МПа, второй автоклав
только
загружен
и
нуждается
в подаче пара, рабочая емкость
- паровой
аккумулятор заполнен горячей водой при
давлении
0,1 МПа, автоклавы предназначены для
работы без
вакуумирования и без продувки. Так как
автоклав
II
нуждается в паре, а из автоклава I
надо отбирать
пар, то
перепускают пар из I
автоклава
во II.
Для
этого открывают
вентили а,
б, в и г. Все
остальные должны
быть закрыты.
Тогда автоклавы I
и II
окажутся
соединенными между собой через систему
5 (вентиль а)
и систему
6
(вентили
б и в) и вентиль г,
обеспечивающий
подачу пара в автоклав II
через перфорированную трубу. Путь
пара показан пунктирной линией.
о
системе паропроводов 1
подается
рабочий пар
из системы
пароснабжения предприятия. Эта система
имеет подводы
к каждому автоклаву, которые на рисунке
обозначены
соответственно I
и
II.
Система 3
предусматривает
удаление
конденсата из каждого автоклава через
конденсатоотделительное устройство 4
в
конденсационную
сеть.
Система 2
служит
для присоединения автоклавов
к
вакуум-насосу. Система 5
предназначена
для
отбора пара
из автоклавов и передачи его либо в
паровой аккумулятор,
либо на перепуск в другой автоклав, либо
для
выброса отработанного пара в атмосферу
через
трубопровод 7.
Система
6
служит для перепуска пара
в автоклавы. Назначение
системы 8
- передавать пар
в емкость-аккумулятор III
или
для отбора из аккумулятора. Система 9
служит
для зарядки аккумулятора. Все
системы снабжены
вентилями 10.
Пусть
в первом автоклаве
закончился
период изотермической выдержки,
который
проводился при Р=1 МПа, второй автоклав
только
загружен
и
нуждается
в подаче пара, рабочая емкость
- паровой
аккумулятор заполнен горячей водой при
давлении
0,1 МПа, автоклавы предназначены для
работы без
вакуумирования и без продувки. Так как
автоклав
II
нуждается в паре, а из автоклава I
надо отбирать
пар, то
перепускают пар из I
автоклава
во II.
Для
этого открывают
вентили а,
б, в и г. Все
остальные должны
быть закрыты.
Тогда автоклавы I
и II
окажутся
соединенными между собой через систему
5 (вентиль а)
и систему
6
(вентили
б и в) и вентиль г,
обеспечивающий
подачу пара в автоклав II
через перфорированную трубу. Путь
пара показан пунктирной линией.
Если бы емкости были соединены без сопротивления и объем их был бы одинаковым, то давление в них установилось бы одинаковое и равное = 0,55 МПа. В нашем случае автоклавы имеют одинаковый объем и одинаковый коэффициент загрузки К. Соединены они через систему трубопроводов, представляющую собой сопротивление Р. Следовательно, к концу времени перепуска в I автоклаве установится давление (0,55+РI/2) МПа, а во II автоклаве давление за счет перепуска пара составит (0,55 - Р/2) МПа. Больше пара во II автоклав из первого перепустить невозможно, поэтому закрывают вентили б и г, а открывают вентиль д и начинают впуск во II автоклав пара из сети, чтобы создать необходимое давление в 1 МПа.
В первом автоклаве еще остался пар под давлением (0,55 + +РI/2) МПа, а в паровом аккумуляторе - 0,1 МПа. Следовательно, можно из автоклава I перепустить часть пара в аккумулятор. Для этого открывают вентиль е. Автоклав окажется соединенным через систему паропроводов 5 и 8 и вентили а и е с аккумулятором. Аккумулятор по объему значительно меньше автоклава и пар из автоклава вряд ли может вместиться в него. Для этого аккумулятор заполняют горячей водой и трубу, куда подается пар, опускают в воду. Пар поступает в аккумулятор, проходит через воду и отдает теплоту парообразования, а сам конденсируется, при этом его объем уменьшается примерно в 10 раз. Т.о., не только из одного, а из двух и более автоклавов пар можно вместить в аккумулятор. Оставшийся пар в автоклаве через систему 5 и 7, открывая вентили а и ж, выбрасывают в атмосферу. Так, перепуская пар из автоклава в автоклав, из автоклава в паровой аккумулятор, из парового аккумулятора в автоклав, (при этом конденсат расширяется и превращается снова в пар) можно экономить до 10-15 % пара.